LKprototype
LKprototype 
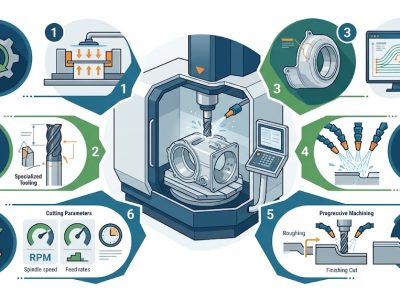
You use cnc machining inspection to see if parts are correct. Precision measurement helps you check if each part fits and works right. When you care about quality, you save money and stop waste. Modern cnc machines let you use new tools for inspection. Some systems measure parts while they are being made. Good measurement tools help you keep parts the same and dependable.
Key Takeaways
CNC machining inspection checks if parts are good. This stops expensive errors and keeps customers happy.
Use metrology tools like CMMs and calipers to measure parts. This makes sure parts fit and work as planned.
Regular calibration of measurement tools keeps them accurate. This helps your inspection process stay reliable.
Use preventive quality control strategies like regular checks and training. This lowers defects and makes quality better.
Data analysis helps find problems early. This lets you fix issues fast and improve machining quality.
WHAT IS CNC MACHINING INSPECTION
WHY INSPECTION IS CRITICAL FOR MACHINED PART QUALITY
CNC machining inspection helps you make sure parts are good. You check parts while making them and after they are done. This lets you find problems early. It stops big mistakes and keeps customers happy. Real-time monitoring lets you see the process as it happens. Visual inspections help you spot surface or size issues fast. Keeping records shows your parts follow the rules. These steps help you give reliable products and earn trust from clients.
Common defects you can find are:
Dimensional inaccuracies that stop parts from fitting or working
Surface finish defects that change how parts look or work
Material defects that might cause parts to fail
Tool wear that makes bad finishes or wrong sizes
Machine tool errors that create broken parts
Programming errors that make parts not match the design
If you check parts often, you can fix issues before they get worse. This saves time and money, especially where mistakes cost a lot.
THE DIFFERENCE BETWEEN INSPECTION AND QUALITY CONTROL
Inspection and quality control are not the same thing. Here is a simple table to show how they are different:
Aspect | Quality Control | Quality Inspection |
|---|---|---|
Focus | Operational techniques and activities | Examining materials or components |
Purpose | Fulfill quality requirements | Ensure compliance with specified criteria |
Quality control looks at the whole process. Inspection checks if each part follows the rules.
KEY QUALITY REQUIREMENTS IN CNC MACHINING
You must follow important rules to make sure parts are right. These include:
Dimensional tolerances for correct size and fit
Surface roughness for smooth finishes
Geometric accuracy and repeatability for reliable shapes
You also need to check designs, inspect the first part, check during production, and do a final check. Good records and traceability help you repeat success and fix problems fast. Metrology tools help you measure parts exactly and keep your process steady.
METROLOGY IN CNC MACHINING QUALITY CONTROL
WHAT IS MANUFACTURING METROLOGY
Manufacturing metrology is about measuring parts in cnc machining. It helps you see if parts are the right size and shape. You use metrology to do three main things: check quality, inspect parts, and copy or improve old parts.
For quality control, you make sure parts meet the rules.
For inspection, you measure parts to see if they are correct.
For reverse engineering, you look at old parts to make new ones.
There are many tools you can use for these jobs. Coordinate measuring machines (CMM) help you measure hard shapes. Optical comparators let you see if a part matches its outline. Surface roughness testers check how smooth a part is. Hardness testers show if a material is strong. Functional gauges give you fast checks for important features. Non-destructive testing finds hidden problems without breaking the part.
HOW METROLOGY IMPROVES ACCURACY AND REPEATABILITY
Metrology helps you get very accurate and repeatable results in cnc machining. Hydraulic clamping systems use steady force on thin or weak parts. This keeps them from bending and holds them tight. Zero-point clamping systems let you set up parts fast and in the same spot every time. You can put a workpiece in place within ±0.005 mm. This means you get the same results each time.
Advanced scanners, like FROGScan™ Flash – Peel 3, let you see tiny details as small as 0.01 mm. These tools help you measure tricky shapes very well. Laser systems can find mistakes in your machine. You use these maps to fix your cnc controller and make better parts. With these tools, your parts always meet high standards for precision measurement.
THE RELATIONSHIP BETWEEN METROLOGY AND PROCESS CONTROL
Metrology helps you control your cnc process. You watch cutting speed, feed rate, and tool wear to keep things steady. Statistical Process Control (SPC) helps you see problems before they get big. You use calipers, micrometers, and CMMs to check part sizes while making them.
You also use advanced inspection tools and laser scanners to check hard shapes without touching them. By checking parts at different times, you find mistakes early. This keeps your quality high and cuts down on waste. Industrial metrology gives you the facts you need to make good choices and keep your cnc process working well.
CMM INSPECTION FOR MACHINED PARTS

WHAT IS A COORDINATE MEASURING MACHINE (CMM)
A coordinate measuring machine helps you measure parts very accurately. You use it to see if parts are the right size and shape. It checks if parts match the design. There are different types of coordinate measuring machines. Each type is good for certain jobs. Here is a table that shows how they are different:
Type of CMM | Description | Advantages | Disadvantages |
|---|---|---|---|
Bridge-Type | Moving bridge over a fixed table | High accuracy, strong rigidity | Needs solid foundation |
Gantry-Type | Large, fixed version for big workpieces | Very stable, great for large measurements | Takes up a lot of space |
Cantilever-Type | Probe on a single arm | Easy loading and unloading | Lower accuracy |
Horizontal-Arm CMM | Probe on a horizontal arm for wide parts | Good for thin and wide parts | Less precise in some directions |
Portable CMM | Arm or optical system for on-site checks | Flexible, easy to move | Can be affected by the environment |
HOW CMM INSPECTION WORKS
You follow simple steps when you use a CMM to check parts. First, get all your tools and materials ready. Next, put the part in the right spot. Then, choose and set up the probe you need. After that, set the measurement points. Now, measure the part. Last, look at the data and write a report. These steps help you get good results every time.
ADVANTAGES OF CMM INSPECTION IN CNC MACHINING
CMM inspection has many benefits over checking parts by hand. Here is a table that shows how it helps:
Advantage | Quantifiable Improvement |
|---|---|
Dimensional Yield | Goes up from 93% to 99% |
Non-conformance Rates | Drops by over 40% |
Inspection Throughput | Gets faster with automation |
CMM inspection helps you make better parts. It lowers mistakes and helps you finish faster.
WHEN TO USE CMM INSPECTION FOR COMPLEX PARTS
You should use CMM inspection for hard shapes or tight rules. Here are some times when CMM is best:
Complex geometric features, like aerospace blades or medical implants
Parts that need strict true position checks
Jobs that require extreme accuracy and traceable digital records
CMM inspection gives you the accuracy and trust you need for tough cnc jobs.
CNC Machining Inspection Methods
In-Process Inspection
You can check parts while they are being made with in-process inspection. This method looks at sizes, tolerances, and surface finishes during production. Checking in real-time helps find problems early. You can fix issues before they become defects. This saves time and cuts waste. In-process inspection makes sure each step meets your quality standards.
First Article Inspection (FAI)
First article inspection helps confirm your setup before full production starts. Here are the steps:
Measure every size and feature on the first part.
Record all measurements to check if the setup, tools, and program work well.
Use forms to track part numbers, materials, and measurements.
Do FAI when making a new part, changing the design, switching suppliers, or restarting after a break.
This process finds mistakes early and keeps your records clear.
Final Dimensional Inspection
Final dimensional inspection checks if finished parts match the drawings. Here are common tools and what they do:
Tool Type | Accuracy Range | Use Case |
|---|---|---|
Vernier Calipers | ±0.001" to ±0.002" | General outside/inside measurements, steps |
Micrometers | ±0.00005" to ±0.0001" | Tight outside diameters and thicknesses |
Dial Indicators | ±0.0001" to ±0.0002" | Runout, flatness, and concentricity checks |
Bore Gauges | ±0.0001" | Measuring internal diameters for precise holes |
Go/No-Go Gauges | N/A | Quick pass/fail tests for threaded holes and bores |
CMM (Coordinate Measuring Machine) | N/A | Complex parts with many features checked against CAD models |
You can also use optical systems, surface roughness testers, and non-destructive testing for extra checks.
Contact and Non-Contact Inspection Methods
Contact methods use tools that touch the part, like micrometers and dial indicators. Non-contact methods use light or lasers, like optical systems. Here's a quick comparison:
Method | Accuracy | Speed | Environment Impact |
|---|---|---|---|
Contact Measurement | Very accurate | Slower | Not affected by environment |
Non-Contact Measurement | Less accurate | Faster | Can be affected by environment |
Pick the method that fits your part and workspace.
Manual vs Automated Inspection
Manual inspection depends on the operator’s skill and judgment. This can cause differences between people. Automated inspection uses machines and sensors for consistent results. On-machine probing checks parts during CNC machining. Automated systems give instant feedback and help fix problems fast. This keeps parts uniform and reduces mistakes.
GD&T INSPECTION AND TOLERANCE VERIFICATION
UNDERSTANDING GD&T REQUIREMENTS
GD&T helps you show how parts should look and fit together. It gives a clear way to describe shapes, sizes, and where things go on cnc parts. When you use GD&T, every part works the same, even if made by different people. Here are some common GD&T requirements you might see:
Specialized gauges and fixtures help you check geometric tolerances.
Form tolerances include flatness, straightness, circularity, and cylindricity.
Orientation tolerances cover perpendicularity, parallelism, and angularity.
Location tolerances include position, concentricity, and symmetry.
Runout tolerances involve circular and total runout.
Profile tolerances control complex surface shapes.
Tip: Always look at the engineering drawing for GD&T symbols before you measure.
VERIFYING GEOMETRIC TOLERANCES
You must check that your parts meet all geometric tolerances. Good quality control keeps every part inside the right limits. This helps stop mistakes and keeps customers happy. There are different ways to check tolerances. Here is a table to help you pick the best one:
Method | Best for | Limits |
|---|---|---|
Manual leveling and dial-gauge | Basic alignment and geometry | Not for full positioning analysis |
Test cuts | Real cutting validation | Does not show root cause |
Laser interferometer | Positioning and angular errors | Needs more setup time |
You should also:
Set clear tolerances for each feature.
Calibrate your machines often.
Use advanced inspection tools.
Watch your process in real time.
Use statistical process control.
USING CMM FOR GD&T INSPECTION
A cmm can check GD&T features with very high accuracy. The cmm measures hard shapes and checks if your part matches the drawing. It uses a touch probe to map the part in three dimensions. This lets you compare the part to the CAD model or drawing. The cmm checks things like true position, perpendicularity, flatness, and cylindricity. It gives proof for First Article Inspection and Production Part Approval. The cmm is best for checking parts with many features or tight tolerances. When you use metrology tools like the cmm, you make sure your cnc parts meet all GD&T standards.
MEASUREMENT TOOLS USED IN CNC MACHINING INSPECTION

CALIPERS, MICROMETERS, AND HEIGHT GAUGES
Calipers, micrometers, and height gauges are important tools in cnc machining. These tools help you measure parts very carefully. Calipers measure how long or thick something is. You can pick digital, vernier, or dial calipers. Micrometers measure even smaller sizes, down to tiny amounts. You can use digital or dial micrometers. Height gauges measure how tall a part is. You often use a granite plate with height gauges for better results.
Tool | Purpose and Accuracy |
|---|---|
Calipers | You measure length or thickness. You can choose digital, vernier, or dial types. |
Micrometers | You measure with more precision, down to ten thousandths of an inch. You can use digital or dial styles. |
Height Gauges | You measure workpiece height. You often use a granite surface plate for best results. |
DIAL INDICATORS AND BORE GAUGES
Dial indicators and bore gauges help you check if parts are flat or round. They also check if holes are the right size inside. A dial indicator checks runout, flatness, and if things are centered. Bore gauges measure the inside of holes very well. There are special dial indicators, like plunger or lever types, for different jobs.
SURFACE ROUGHNESS MEASUREMENT TOOLS
You need to check how smooth a part is so it works well. Profilometers check surface texture by moving a diamond tip across the part. Surface roughness testers give you numbers to show how smooth a part is. Optical comparators help you see small problems on the surface. Atomic force microscopes let you see very tiny details on the part.
OPTICAL AND LASER MEASUREMENT SYSTEMS
Optical and laser systems measure parts without touching them. Vision measuring machines and digital microscopes use cameras and special lights. These tools check surface finish and features. They help you find problems quickly. You can use them for looking at parts and checking surfaces. CMMs use both touch and non-contact probes for 3D checks.
DIGITAL INSPECTION EQUIPMENT
Digital inspection equipment makes checking parts faster and more exact. You see results right away and can change things if needed. These tools help you keep quality high and stop mistakes. You can use metrology tools like gauge blocks and ring gages to check your tools. Digital systems help you save and keep data for every measurement.
Tip: Always keep your tools clean and check them often for the best results.
CALIBRATION AND TRACEABILITY IN METROLOGY
WHY CALIBRATION IS ESSENTIAL
You need calibration to make sure your tools give correct results. If you skip calibration, your measurements can drift and become wrong. This can lead to bad parts and wasted money. You should check your gauges, micrometers, and other tools often. Use a schedule and keep records for each tool. When you calibrate, you compare your tool to a standard that you trust. This helps you find errors and fix them before they cause problems.
Tip: Always use clean and undamaged tools for calibration. Dirt or damage can change your results.
TRACEABILITY REQUIREMENTS AND STANDARDS
Traceability means you can follow every measurement back to a known standard. You need traceability to prove your parts meet customer and industry rules. In metrology, you use standards like ISO 17025 or NIST. These standards show how to keep records and check your tools. You should keep a log for each tool that shows when you checked it, who did the work, and what standard you used.
Here is a simple table for traceability records:
Tool Name | Last Calibration Date | Standard Used | Checked By |
|---|---|---|---|
Caliper | 2024-03-10 | NIST Block | J. Smith |
Micrometer | 2024-02-15 | ISO 17025 | L. Chen |
MEASUREMENT UNCERTAINTY AND ACCURACY CONTROL
You must know how sure you are about each measurement. This is called measurement uncertainty. Many things can change your results, like temperature, tool wear, or how you hold the part. You can lower uncertainty by using good tools, keeping your workspace clean, and following the same steps each time. In cnc work, you want low uncertainty so your parts fit and work right. Always check your process and improve it when you find mistakes.
Note: Write down your uncertainty values in your reports. This helps you and your customers trust your results.
BUILDING AN EFFECTIVE CNC INSPECTION SYSTEM
SELECTING THE RIGHT INSPECTION EQUIPMENT
You must pick the best tools for cnc machining inspection. First, learn what your parts need. Check the size, shape, and tolerance you must measure. Choose tools that fit these needs. Calipers are good for simple checks. CMMs work well for complex shapes. Tool condition monitoring helps you find tool wear or breakage early. This keeps your process steady and lowers scrap.
Tip: Make sure your equipment meets industry standards before using it.
CREATING STANDARD INSPECTION PROCEDURES
You should make clear steps for every inspection. Write each step so everyone does the same thing. Use checklists to track what you measure and when. Add statistical process control (SPC) to watch for changes in part size. This helps you spot problems before they get big. Post-machining inspection checks finished parts and makes sure they meet all rules. Using more than one quality control method improves your results.
Here is a simple checklist you can use:
Look at the part drawing and specs.
Pick the right measuring tool.
Calibrate your tool before you use it.
Measure the part and write down the result.
Compare the result to the tolerance.
Tell someone about any problems right away.
TRAINING INSPECTORS AND QUALITY TEAMS
You must teach your team to use metrology tools and follow steps. Show them how to read drawings and understand parameters. Practice with each tool until everyone feels sure. Teach your team about industry rules if needed. Good training helps you find defects early and keeps cnc parts reliable. When your team knows what to do, you build trust with customers and cut waste.
Note: Training often helps your team stay ready for new challenges.
COMMON CHALLENGES IN CNC MACHINING INSPECTION
MEASURING COMPLEX GEOMETRIES
It is hard to measure parts with tricky shapes. Some parts have curves, holes, or sharp angles. These features are tough to reach. Calipers or micrometers may not fit every spot. You might need a coordinate measuring machine or a laser scanner. These tools help you get 3D data and check the design. If you pick the wrong tool, you can miss tiny mistakes.
Tip: Look at the part drawing before you pick your tool.
INSPECTING TIGHT-TOLERANCE COMPONENTS
You need to be careful with tight-tolerance parts. Small mistakes can make the part not work. Changes in temperature, tool wear, or dust can change your results. Keep your workspace clean and control the room temperature. Always use calibrated tools for each check. Write down your measurements so you can see changes. If you notice a pattern, you can fix problems early.
Here is a simple checklist for tight-tolerance inspection:
Use calibrated tools
Control room temperature
Clean parts before measuring
Record every result
REDUCING HUMAN ERROR IN INSPECTION
People can make mistakes when checking cnc parts. You might read a tool wrong or skip a step. To stop errors, use clear instructions and checklists. Automated systems help you get the same results each time. Training helps you and your team stay careful. If you make fewer mistakes, you save time and money.
Common Error | How to Prevent It |
|---|---|
Wrong tool reading | Double-check measurements |
Skipped steps | Use checklists |
Missed calibration | Set reminders |
You can make your cnc process better by working on these challenges.
HOW TO IMPROVE CNC MACHINING QUALITY THROUGH INSPECTION
PROCESS MONITORING AND DATA COLLECTION
You can make parts better by watching cnc machines as they work. Process monitoring lets you see what is happening right now. You check things like temperature, spindle speed, and tool wear. Collecting data helps you find problems before they get big. Sensors and software help you gather this information. If something goes wrong, you can fix it fast. Good data collection shows your parts meet the right standards.
Tip: Set alerts to warn you if a measurement is not safe.
PREVENTIVE QUALITY CONTROL STRATEGIES
You can stop defects by using preventive quality control. Check your tools and machines often. Keep your workspace clean and your equipment in good shape. Use checklists for every step in cnc machining inspection. Train your team to do each step the same way. These strategies help you avoid mistakes and save money.
Here are some preventive actions you can take:
Calibrate your metrology tools on a schedule.
Review inspection results after each batch.
Replace worn tools before they cause errors.
CONTINUOUS IMPROVEMENT USING INSPECTION DATA
Inspection data helps you make your process better over time. Look for patterns in your results. If you see the same problem, find out why it happens. Work with your team to fix the main cause. Keep records of every change you make. This helps you know what works and what does not. Continuous improvement means always looking for ways to make quality better.
Step | Action |
|---|---|
Collect Data | Record every measurement |
Analyze Results | Find trends and issues |
Make Improvements | Change process or tools |
Review Outcomes | Check if quality gets better |
When you use these steps, you build a strong quality control system for your cnc shop.
FAQ
WHAT IS CNC MACHINING INSPECTION
You use cnc machining inspection to check if parts meet the design and quality standards. This process helps you find mistakes early. You measure sizes, shapes, and finishes. You can use tools like calipers, micrometers, and CMMs. Inspection keeps your parts reliable and safe.
WHAT IS CMM INSPECTION USED FOR
You use cmm inspection to measure complex parts with high accuracy. A cmm checks features like holes, angles, and surfaces. You can compare your part to a CAD model or drawing. CMM inspection helps you meet tight tolerances and prove your parts are correct.
HOW ACCURATE IS A CMM MACHINE
A cmm machine gives you very precise measurements. Most CMMs can measure within 0.001 mm or better. You get repeatable results each time. Accuracy depends on the machine type, environment, and how you set up the part.
Note: Always calibrate your CMM before you start measuring.
WHAT IS THE DIFFERENCE BETWEEN METROLOGY AND INSPECTION
Metrology is the science of measurement. You use metrology to set standards and methods for measuring parts. Inspection is the act of checking parts against those standards. Metrology helps you choose the right tools and keep your process steady.
Term | What You Do |
|---|---|
Metrology | Set rules and methods |
Inspection | Check parts and features |
WHY IS GD&T IMPORTANT IN CNC MACHINING
GD&T gives you a clear way to show how parts should fit and work. You use GD&T to set limits for shapes, sizes, and locations. This helps you make parts that fit together every time. GD&T stops mistakes and keeps your cnc process efficient.
WHAT IS FIRST ARTICLE INSPECTION IN CNC MANUFACTURING
First article inspection checks the first part you make in a batch. You measure every feature and record the results. This step proves your setup, tools, and program work well. You use first article inspection when you start a new job or change the design.
You play a key role in making sure CNC parts meet high standards. Inspection and metrology help you achieve precision and reliability. Choose the right tools and keep them in good shape. Try these steps to improve your process:
Review your inspection methods often.
Train your team on new tools.
Keep records for every check.
Tip: Stay updated with new technology and standards. This helps you keep your shop ahead.