LKprototype
LKprototype 
You need to follow industry standards when choosing cnc machining wall thickness. For metals like aluminum, a minimum of 0.8 mm works well. Stainless steel and titanium need at least 1.0 mm. Plastics require 1.5–2.0 mm for safe results. Thin walls can bend, warp, or cause tool wear. You risk dimensional errors and poor surface finish if you go thinner. Proper thickness helps you achieve strong, accurate, and cost-effective parts.
Key Takeaways
Use the suggested minimum wall thickness for each material. For metals, use 0.8 mm. For plastics, use 1.5 mm. This keeps the part strong and stops it from bending.
Think about the shape of your part. Simple shapes can have thinner walls. Complex shapes need thicker walls to stay stable.
Always talk to your supplier before you choose wall thickness. They can give you advice on what works best for your material.
Make wall thickness just right for strength and easy making. Thicker walls can make machining faster and cheaper. Thinner walls can cause mistakes.
Add ribs or supports to your design to make thin walls stronger. This stops bending and helps the part stay stable.
CNC MACHINING WALL THICKNESS: DIRECT ANSWERS
MINIMUM WALL THICKNESS CNC MACHINING QUICK GUIDE
You need clear numbers when designing parts. The table below shows the minimum cnc machining wall thickness for metals and plastics. These values help you avoid weak parts and costly mistakes.
Material Type | Feasible Minimum (mm) | Standard Minimum (mm) |
|---|---|---|
Metals | 0.5 | 0.8 |
Plastics | 0.3 | 1.5 |
MINIMUM WALL THICKNESS FOR METALS
You must choose the right wall thickness for each metal. Aluminum works well with 1 mm to 6 mm. Steel needs 3 mm to 10 mm. Titanium performs best with 2 mm to 6 mm. For standard commercial parts, you can use a minimum of 0.8 mm. Aerospace parts sometimes go down to 0.5 mm if you add proper support.
Aluminum: 1 mm to 6 mm
Steel: 3 mm to 10 mm
Titanium: 2 mm to 6 mm
MINIMUM WALL THICKNESS FOR PLASTICS
You can machine plastics like nylon, ABS, and POM to thinner walls. Nylon can reach 0.5 mm in most cases. With special tools and careful machining, you can achieve 0.25 mm. For most projects, you should use 1.5 mm as your minimum cnc machining wall thickness.
OPTIMAL WALL THICKNESS RECOMMENDATIONS
You get the best results when you follow standard guidelines. For metals, aim for 0.8 mm or more. For plastics, use 1.5 mm to 2.0 mm. These values give you strong parts and reduce risk of deformation.
Tip: Always check with your supplier before finalizing your cnc machining wall thickness. They can help you choose the safest value for your material.
WHEN THIN WALL CNC MACHINING IS POSSIBLE
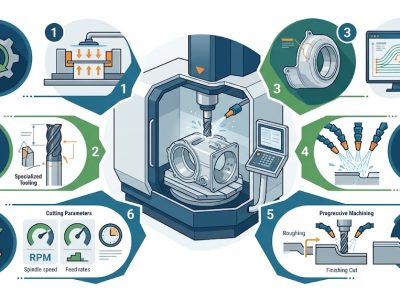
You can machine thin walls if you use the right methods. Increase spindle speed and use shallow cuts. Choose tools with stable geometry. Make sure your part is held firmly. Cooling and lubrication prevent overheating and distortion.
Minimize cutting forces
Use proper fixturing
Apply coolant for temperature control
You can achieve thin wall parts if you follow these steps and select the correct cnc machining wall thickness for your design.
WHAT IS CNC MACHINING WALL THICKNESS AND WHY IT MATTERS
STRUCTURAL INTEGRITY IN CNC MACHINED PARTS
Wall thickness plays a big role in how strong your CNC machined parts are. If you choose the right thickness, your parts stay strong and perform well. Too thin, and your parts can break or bend under stress. Too thick, and you add extra weight that may not help your design.
The wall thickness decides if your part can handle loads and impacts.
Thin walls may fail when you use them in tough conditions.
Thick walls can make your part heavier than needed.
You should aim for the minimum recommended thickness for each material. For metals like aluminum and brass, use at least 0.8–1.0 mm. For steel or stainless steel, use 1.0–1.5 mm. If you need thinner walls, you must slow down machining and check quality more often.
Tip: Optimizing wall thickness helps you create parts that are both light and strong.
MANUFACTURABILITY AND TOOL ACCESS
Wall thickness affects how easy it is to make your part. If you pick the right thickness, you help the tools reach all areas and keep your part stable during machining. Materials like aluminum let you use thinner walls without losing strength. Stainless steel needs thicker walls to stay strong.
When you design your part, you must balance function and manufacturability. Adjusting wall thickness can make tool access easier and improve the machining process. If you use the correct thickness, you avoid structural failures and keep manufacturing costs low.
COST AND MACHINING EFFICIENCY
Choosing the right wall thickness saves you money and time. If you use walls that are too thin, you increase machining time and costs. Thin walls can deform and need complex tool paths, which slows down production.
Minimum wall thickness for metals: 0.8 mm
Minimum wall thickness for plastics: 1.5 mm
Thin walls cause vibration and rough surfaces
If you design tall, thin walls, they may vibrate during machining. This can lead to errors and poor surface finish. Stable features help you avoid these problems and keep your parts high quality.
Note: Thicker walls make machining faster and cheaper, but you must avoid making parts heavier than needed.
MINIMUM WALL THICKNESS CNC MACHINING GUIDELINES BY MATERIAL
ALUMINUM CNC MACHINING WALL THICKNESS
Aluminum is light and strong, so people use it a lot. The best wall thickness for aluminum is between 0.8 mm and 1.0 mm. This range keeps parts strong and easy to make. For aerospace parts, you can go down to 0.5 mm. But you need to add support if you do that. Do not make walls much taller than they are thick. If the wall is more than five times taller than its thickness, it might bend or shake.
Material | Recommended Min Wall Thickness | Critical Notes |
|---|---|---|
Aluminum | 0.8–1.0 mm | Avoid >5:1 height/thickness ratio |
Tip: Always think about the material when making thin aluminum walls.
STEEL AND STAINLESS STEEL WALL THICKNESS
Steel and stainless steel need careful design. For most steel parts, use at least 0.8 mm thick walls. Stainless steel should be at least 1 mm thick. Stainless steel is harder than aluminum, so you must watch your tools. Thin walls in stainless steel are hard to cut. Thicker walls help keep the part strong and steady.
Steel: 0.8 mm minimum
Stainless steel: 1 mm minimum
Always check the type of steel before you start.
BRASS AND COPPER ALLOY WALL THICKNESS
Brass and copper alloys can have thin walls. The best wall thickness for these is about 0.8 mm. In perfect shops, you can go down to 0.5 mm. But this is not common. Thicker walls are easier to machine and less likely to bend.
Standard minimum: 0.8 mm
Feasible minimum: 0.5 mm (ideal conditions)
Think about how soft and bendy the material is when you design.
PLASTIC CNC MACHINING WALL THICKNESS
Plastics need thicker walls than metals. The best wall thickness for most plastics is 1.5 mm. For hard plastics like Nylon 66 or PEEK, do not go below 1.5 mm. Thin plastic walls can bend or change shape when they cool. To stop problems, keep walls between 1.5 mm and 3.0 mm.
Most plastics: 1.5 mm minimum
Rigid plastics: 1.5 mm minimum
Note: These tips help you pick the best wall thickness and stop bending.
OTHER MATERIALS AND SPECIAL CASES
Some materials, like titanium or magnesium, need extra care. The best wall thickness depends on how strong the material is and how you will use it. Always ask your supplier if you use rare metals or composites. They can help you choose the right wall thickness.
For metals: 0.8 mm to 1.5 mm is a safe range.
For plastics: 1.0 mm to 3.0 mm works well.
Always think about both the best wall thickness and what makes your material special.
CNC MACHINING DESIGN RULES FOR WALL THICKNESS
GENERAL MACHINING DESIGN RULES
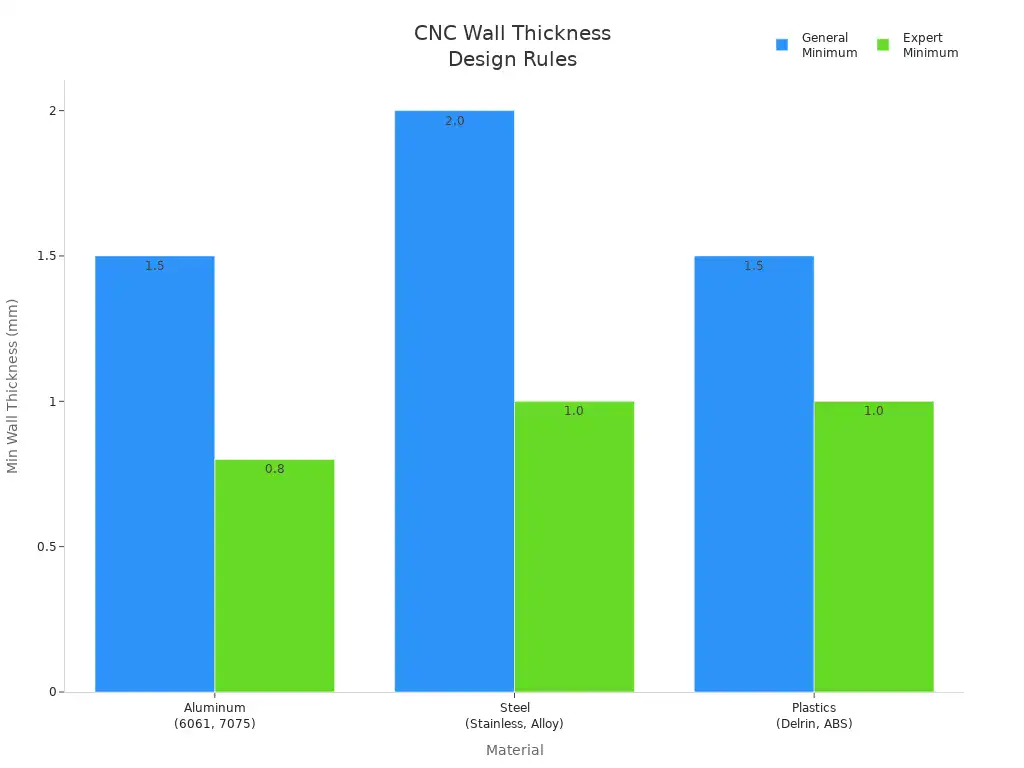
You need to follow clear rules when you design CNC machined parts. These rules help you avoid weak walls and costly mistakes. The table below shows the general minimum wall thickness for common materials. You can use these numbers for most projects.
Material | General Minimum (High Success) | Expert Minimum (Requires DFM) |
|---|---|---|
Aluminum (6061, 7075) | 1.5 mm (0.060 in) | 0.8 mm (0.030 in) |
Steel (Stainless, Alloy) | 2.0 mm (0.080 in) | 1.0 mm (0.040 in) |
Plastics (Delrin, ABS) | 1.5 mm (0.060 in) | 1.0 mm (0.040 in) |
You can see that aluminum and plastics allow thinner walls than steel. If you want to go below the general minimum, you need to use advanced design for manufacturing methods.
Tip: Keep the wall height-to-thickness ratio below 10:1. This keeps your part stable and strong.
DESIGN FOR MANUFACTURABILITY CNC THICKNESS
You must balance wall thickness with how easy it is to make your part. Thin walls use less material and can save time, but they may vibrate or bend during machining. Thick walls add strength but can slow down the process and raise costs. The best practices for cnc machining focus on finding the right balance for your needs.
Proper wall thickness prevents machining problems and keeps your part strong.
You need to adjust thickness based on the material and how you will use the part.
Good design strategies help you avoid expensive failures.
When you follow cnc machining design tips, you make parts that work well and cost less. Always check if your design meets both strength and manufacturability needs.
TOOL ACCESS AND CUTTING LIMITATIONS
You must think about how tools will reach and cut your part. Thin walls can flex or vibrate, which makes it hard to get accurate results. The recommended wall thickness for metals is 0.8 mm. For plastics, use at least 1.5 mm. If you use thinner walls, you may need extra support or special tools.
CNC machines can cut walls as thin as 0.030 inches, but this depends on the material.
Thicker walls need fewer passes, which saves time and money.
Softer materials like plastics can handle thinner walls. Harder materials like steel need thicker walls to avoid breaking.
Thin walls may need support structures to stop vibration.
Note: Reducing wall thickness can lower stiffness and cause errors. Always check if your design allows for safe tool access.
GEOMETRY OPTIMIZATION FOR THIN WALL PARTS
You can use smart design strategies to make thin wall parts stronger and easier to machine. The table below shows some ways to improve your part geometry.
Strategy | Description |
|---|---|
Minimize Tool Overhang | Keep the tool short to reduce bending and chatter. |
Reduce Radial Engagement | Use only part of the tool’s width to lower side forces. |
Sharp Tools and Polished Flutes | Get clean cuts and stop chips from clogging. |
Climb Milling for Thin Sections | Lower the load on thin walls and improve the finish. |
Balancing Feed Rate | Use moderate or low feeds to reduce pressure. |
Shallow Depth of Cut | Make safer cuts, especially for finishing. |
Smaller Step-overs | Lower side pressure and stop wall deflection. |
Light Finishing Passes | Keep control and improve surface quality. |
Avoid Resonant Spindle Speeds | Stop vibration by not matching the wall’s natural frequency. |
You can also use special tools like spiral-fluted end mills or ball nose end mills. These tools help you cut thin walls with less vibration. The best practices for cnc machining include using these tools and methods to get the best results.
Tip: Ribs should be 50% to 60% of the wall thickness. The height of ribs should not be more than three times the wall thickness.
By following these cnc machining design tips and design strategies, you can make thin wall parts that are strong, accurate, and cost-effective.
THIN WALL CNC MACHINING: CHALLENGES AND SOLUTIONS

DEFORMATION AND VIBRATION ISSUES
Machining thin-walled parts is hard. The material can move or shake. This can make mistakes and waste money. You should split the work into rough and finish steps. This keeps the part steady and safe. Use strong tools with sharp edges. Make the clamp touch more of the part. This spreads out the force. Use cutting fluid to keep things cool and stop bending. Add ribs to make the part stronger when you clamp it. Shorter tools and special anti-vibration tools help stop shaking.
TOOL WEAR AND BREAKAGE RISKS
Thin walls can make tools wear out or break. Try to keep the tool short. This stops it from shaking or bending. Pick solid carbide tools for better strength and accuracy. Sharp tools with smooth flutes cut better and stop chips from blocking the tool. Take light cuts and slow down the feed rate. Use climb milling to lower the load on thin parts. Use less of the tool’s side to cut. These steps help you avoid mistakes and keep the size right near thin walls.
SURFACE FINISH PROBLEMS
Thin walls can make the surface look bad. Keep the wall thickness the same to stop shaking and keep the size right. Use short tools and cut with less of the tool’s side. Sharp tools with smooth flutes stop chips from blocking and shaking. Change the feed rate and how deep you cut to keep the surface nice. Cut with a small width or depth and do a finish cut at the end. Make sure the cut is deeper than the chip load so it does not rub.
BEST PRACTICES FOR THIN WALL MACHINING
You get the best results by following good wall thickness rules. Always use the right wall thickness to keep the part steady and stop shaking. Hold the part tight with special fixtures or vacuum chucks. Use soft jaws to spread out the clamping force. Use just enough force and clamp both sides the same way. Plan smart toolpaths and pick tools with different pitches. These tips help you keep the size right near thin walls and stop mistakes. You make strong, accurate thin-walled parts by using the right wall thickness every time.
HOW TO DESIGN THIN WALL CNC MACHINED PARTS
REINFORCING THIN WALLS WITH RIBS
You can make thin walls stronger by adding ribs. Ribs are like extra supports for your part. They help stop the wall from bending or shaking. Put ribs where the wall needs more strength. Auxiliary ribs can cut down bending by about 40%. You can also use temporary ribs or webs while making the part. Take these supports off when you finish the part. Adding fillets or rounded corners at edges spreads out the cutting force. Making the wall thicker at the bottom with a taper makes it stronger and lets you machine faster.
Add auxiliary ribs to cut down bending.
Use temporary supports and remove them after machining.
Reinforce corners with fillets and rounded edges.
Taper the wall base for extra strength.
Tip: Ribs should be about half as thick as the wall and not taller than three times the wall thickness.
RIB SPACING AND SUPPORT STRUCTURES
You need to space ribs and supports the right way. Good spacing keeps the part steady and stops bending. Gussets, ribs, and flanges give more support without making the wall thicker. These features spread out stress and lower bending. Monocoque reinforcements work well for thin parts that need to stay light.
Use gussets, ribs, or flanges for more support.
Space ribs evenly to keep the wall steady.
Try monocoque reinforcements for light parts.
Support Feature | Purpose | Best Use Case |
|---|---|---|
Gusset | Reduce bending | Corners and joints |
Flange | Spread out stress | Edges and openings |
Rib | Add strength | Flat wall sections |
ADJUSTING PART GEOMETRY
You can change the shape of your part to make thin walls stronger. Make corners rounder to lower shaking. Make the wall thicker at the bottom with a taper. This helps the wall stay stiff. Hold the part steady during machining with good clamping. Change cutting settings for each material and part. These steps help you stop bending and keep your part the right shape.
Note: Small changes in shape can make a big difference in strength and steadiness.
WHEN TO USE ALTERNATIVE MANUFACTURING METHODS
Sometimes, CNC machining cannot make very thin walls without problems. You should think about other ways if your part needs walls thinner than the safe minimum. Methods like injection molding, additive manufacturing, or sheet metal forming can make thinner walls. These ways work better for tricky shapes or very thin parts.
Pick other methods for very thin or tricky shapes.
Use CNC machining for parts with normal wall thickness.
Tip: Ask your supplier which way is best for your design.
CNC MACHINING TOLERANCES AND WALL THICKNESS
STANDARD TOLERANCES FOR THIN WALL PARTS
You need to understand how tolerances affect your CNC machined parts. Tolerances tell you how much a part’s size can change and still work well. For thin wall parts, you should use a recommended tolerance of ±0.1 mm for most metals and ±0.2 mm for plastics. These values help you get strong, accurate parts without making machining too hard.
Material | Standard Tolerance (Thin Wall) |
|---|---|
Aluminum | ±0.1 mm |
Steel | ±0.1 mm |
Plastics | ±0.2 mm |
Tip: Always check with your supplier if you need tighter tolerances for special parts.
IMPACT OF TIGHT TOLERANCES ON COST
Tight tolerances can make CNC machining much more expensive. When you ask for very small tolerances, machines must run slower and use shallower cuts. This keeps the part from bending or heating up, but it takes more time. You may need custom fixtures and special cutting tools, which cost more and wear out faster. If you want tight tolerances, you also risk more parts not meeting your needs. Scrap rates can jump from less than 2% to over 10% when tolerances get tighter. All these factors add to the final price of your part.
HOW TO AVOID OVER-SPECIFICATION
You can save money and time by avoiding over-specification. Only use tight tolerances where you really need them. For most features, standard tolerances work well. Talk with your machinist to pick the right values for each part. Make a list of critical areas that need close control. Use looser tolerances for non-critical features. This approach helps you get quality parts without paying extra for unnecessary precision.
Note: Smart tolerance choices lead to better designs and lower costs.
FACTORS AFFECTING CNC MACHINING WALL THICKNESS
MATERIAL PROPERTIES AND STRENGTH
You must look at the material before you decide on wall thickness. Each material has its own strength and flexibility. Aluminum lets you use thinner walls because it stays strong even when thin. Steel and stainless steel need thicker walls to stop cracks or warping. Titanium also needs more thickness for strength. Plastics and polymers can go very thin because they bend instead of breaking. The table below shows how different materials affect the minimum wall thickness you can use:
Material Type | Minimum Wall Thickness | Notes |
|---|---|---|
Aluminum | 0.5 mm | Stays strong with thin walls |
Steel and Stainless Steel | 1 mm to 10 mm | Needs thickness to avoid cracking or warping |
Titanium | 2 mm to 10 mm | Requires more thickness for strength |
Plastics and Polymers | 0.5 mm | Flexible, allows very thin walls |
Tip: Always match your wall thickness to the material’s strength and flexibility.
PART GEOMETRY AND COMPLEXITY
The shape of your part changes how thin you can make the walls. Simple shapes like blocks or cylinders support thinner walls. Complex shapes with deep pockets or tall, thin features need thicker walls. If your part has sharp corners or long, unsupported sections, you should add more thickness. Rounded corners and short walls help keep your part strong.
Simple shapes = thinner walls
Complex shapes = thicker walls
TOOL ACCESS AND MACHINE LIMITATIONS
You need to think about how the cutting tool will reach every part of your design. If the tool cannot reach a thin wall, you may get poor results. Long, thin tools can bend or vibrate, which makes the wall uneven. Machines have limits on how small or deep they can cut. You should design walls that let the tool move easily and stay stable.
Note: Good tool access helps you get accurate and smooth walls.
FUNCTIONAL AND LOAD REQUIREMENTS
You must know how your part will work and what loads it will face. If your part needs to hold heavy weight or handle strong forces, you should use thicker walls. Parts that only guide or cover something can use thinner walls. Always check if your part will bend, twist, or break during use. Pick a wall thickness that matches the job your part must do.
Heavy loads = thicker walls
Light use = thinner walls
QUICK REFERENCE TABLE: MINIMUM WALL THICKNESS CNC MACHINING

WALL THICKNESS BY MATERIAL COMPARISON
You can look at tables to compare wall thickness for different materials. These tables help you pick the right number for your part. You can see the minimum and best thickness for metals and plastics. This helps you make a safer choice.
Material | Minimum Wall Thickness | Optimal Wall Thickness |
|---|---|---|
Aluminum | 1 mm | 6 mm |
Plastics | 1.5 mm | 6 mm |
Steel | 3 mm | 10 mm or more |
Titanium | 2 mm | 6 mm |
Thin-Walled Parts | 0.5 mm | N/A |
Tip: Always check what material you are using before you set the wall thickness. Stronger materials need thicker walls to stay safe.
RECOMMENDED VS MINIMUM THICKNESS
You should know the difference between recommended and minimum thickness. Minimum thickness is the lowest you can use without breaking the part. Recommended thickness gives you more strength and makes machining easier. If you use the minimum, your part might bend or shake. The recommended thickness keeps your part steady.
For metals, use at least 1.0 mm to keep parts safe.
For plastics, use at least 1.5 mm so they do not bend.
For injection molded parts, keep walls between 1 mm and 2 mm.
Note: Minimum thickness is only for special cases. Most projects work best with the recommended thickness.
THIN WALL CNC MACHINING LIMITS
You can make thin walls if you follow strict rules. Thin-walled parts can be as small as 0.5 mm if you have the right setup. You need special tools and must machine very carefully. Most shops want you to use thicker walls because it is easier. If you make walls thinner, you should add ribs or gussets for support.
Thin wall limit for metals: 0.5 mm (if you have an expert setup)
Thin wall limit for plastics: 1.0 mm (if you machine carefully)
⚠️ Warning: Thin walls can bend, wear out tools, and look rough. Always ask your supplier before you pick thin wall designs.
FAQ
WHAT IS THE MINIMUM WALL THICKNESS FOR CNC MACHINING
You should use the safe minimum wall thickness for each material. For metals, the safe minimum is usually 0.8 mm. For plastics, you need at least 1.5 mm. These values help you avoid bending, warping, or breaking. Always check with your supplier before you choose the final thickness for your cnc machined parts.
Note: Using the safe minimum keeps your parts strong and easy to machine.
HOW THIN CAN CNC MACHINING GO
You can machine walls as thin as 0.5 mm for metals if you use special tools and careful methods. Plastics can reach 1.0 mm in some cases. Most shops recommend thicker walls for better results. Thin walls need extra support and slow machining speeds.
Metals: 0.5 mm (expert setup)
Plastics: 1.0 mm (careful machining)
WHAT IS THE BEST WALL THICKNESS FOR CNC PARTS
You get the best results when you follow the recommended thickness for each material. For aluminum, use 1.0 mm or more. For plastics, aim for 1.5 mm to 2.0 mm. The recommended thickness gives you strong, stable parts and makes machining easier.
Material | Recommended Thickness |
|---|---|
Aluminum | 1.0 mm |
Plastics | 1.5–2.0 mm |
Steel | 3.0 mm |
Tip: The recommended thickness helps you avoid problems and keeps your parts safe.
DOES THINNER WALL REDUCE COST OR INCREASE IT
Thinner walls can increase the cost of machining. You need slower speeds, special tools, and more checks. Thin walls may bend or vibrate, which leads to mistakes and extra work. Thicker walls make machining faster and cheaper. You should use thin walls only when your design needs them.
Thin walls = higher cost and more risk
Thicker walls = lower cost and easier machining
⚠️ Warning: Always balance wall thickness with your budget and part strength.
You make strong parts when you follow wall thickness rules. Quick tables and supplier tips help you pick the right thickness. Using the recommended thickness helps you avoid errors. Adding ribs and supports makes walls stronger. Good wall thickness stops bending and warping. Simple shapes make wall thickness easier to plan. The right thickness lets tools reach all areas. Smart choices for wall thickness can save you money. You get the best design by balancing thickness and strength. Making parts easy to machine is part of good wall thickness design. Always check the thickness for each material to improve your design.
You get better parts when you use wall thickness rules and smart design together.