LKprototype
LKprototype 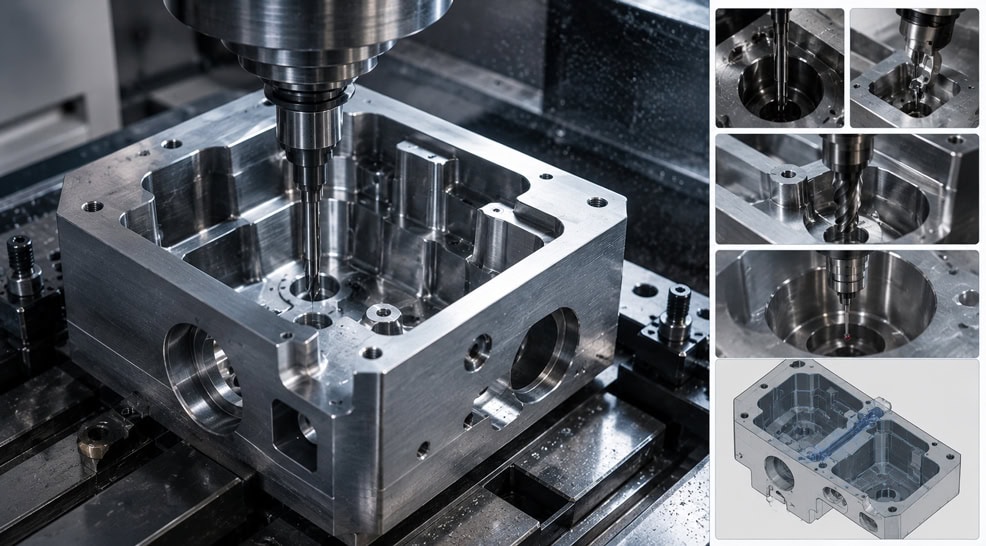
You face special problems when working with cnc machining internal cavities. These spaces often take more time and money than outside features. Internal cavities need careful planning. Tool deflection and chip evacuation become big problems as you go deeper.
The main problem here is the depth-to-width ratio. Making a deep, narrow pocket is one of the hardest parts of complex CNC machining. As a tool goes deeper into a cavity, many problems can happen. These problems can hurt the quality of the finished part. The biggest problem is tool deflection. A long, thin cutting tool can bend more easily when cutting. This can cause the part to be the wrong size, have slanted walls, and look rough. Another big problem is chip evacuation. In a deep pocket, chips can get stuck. This stops the cutting tool from working well. When chips build up, heat increases. This heat can hurt both the tool and the workpiece. Because of these problems, deep pockets need slower speeds, special tools, and harder machining plans. All of these things make the job cost more.
You can beat these problems by using smart strategies. This guide gives you easy steps so you can get better results in your projects.
Key Takeaways
Think ahead when you use CNC machining. This helps stop tool bending and keeps internal cavities accurate.
Try high-speed and trochoidal milling. These methods make work faster and help tools last longer.
Pick tools that fit deep cavities. Choose ones that are long and thin so they can reach small spaces.
Make your toolpath better. This helps chips leave the area and keeps cutting forces steady for good results.
Check your work often. Make sure sizes and surfaces are correct. Change things if you need to.
OVERVIEW OF CNC MACHINING INTERNAL CAVITIES
WHAT ARE INTERNAL CAVITIES IN CNC MACHINING
When you use cnc machining, you often make internal cavities. These are empty spaces or holes inside a part. You cannot see them from the outside. You make these spaces by cutting out material from inside the workpiece.
Internal cavities need to match the size of the cutting tool.
The depth should be less than ten times the tool’s diameter.
If the cavity is deeper, you need a bigger tool. This can change your plan.
You should remember these rules before you begin your project. If you forget, your tool might break or your part may not turn out well.
WHY INTERNAL CAVITY MACHINING IS IMPORTANT
Internal cavity machining is important for making complex parts. Many fields, like aerospace and medical devices, use this process.
Cnc machining makes the same part every time. This helps you meet strict rules.
You can make shapes that other ways cannot do.
In aerospace, you must follow rules. Cnc machining helps you do this.
In medical devices, you need to be very exact. Internal cavities help make tools and implants.
Tip: Always look at your design for deep or skinny cavities. This can help you save time and money.
APPLICATIONS OF INTERNAL CAVITY MACHINING
You can find internal cavities in many things you use each day. These spaces can make parts lighter, stronger, or work better.
Aerospace parts have deep cavities to make them lighter.
Medical implants need exact spaces inside for safety.
Car parts use cavities for moving fluids and cooling.
Electronics cases have cavities to hold circuit boards.
Cnc machining of internal cavities is important for many industries. You need to plan your work to get the best results.
TYPES OF INTERNAL CAVITIES AND POCKET MACHINING
SHALLOW VS DEEP CAVITIES
You will see both shallow and deep cavities in cnc machining. Shallow cavities have a small depth compared to their width. These are easier to machine. You can use standard tools and get good results quickly. Deep cavities go much further into the part. You need special planning for these. Deep cavities often need long tools. These tools can bend or vibrate. You must slow down the machining to avoid mistakes. Deep cavities also make it hard to remove chips. If chips stay inside, they can damage the tool or the part. Always check the depth of your internal cavities before you start.
OPEN POCKET VS CLOSED POCKET MACHINING
You will find two main types of pockets in cnc machining: open and closed. Open pockets have at least one side open. This makes it easy for you to reach inside with your tool. Chips can escape more easily. Closed pockets have walls on all sides. These are harder to machine. You must plan your toolpath carefully. Removing chips from closed pockets is a challenge. You may need to use special tools or extra steps. Open pockets save time and reduce tool wear. Closed pockets give you more control over the shape of your internal cavities.
Tip: When you design a part, try to use open pockets if possible. This will make your cnc machining faster and easier.
HIGH ASPECT RATIO CAVITIES
High aspect ratio cavities have a depth much greater than their width. These are some of the hardest features to machine in cnc. You face many problems with these internal cavities:
Cutting forces can cause the tool to bend or deflect.
The part may not be rigid enough, leading to deformation.
You may see chatter, which leaves marks on the surface.
Chips can get stuck deep inside, making evacuation difficult.
It is hard to inspect the finished cavity for errors.
You must use careful planning and the right tools for high aspect ratio cavities. If you do not, you risk part rejection and wasted time.
CNC POCKET MACHINING STRATEGIES FOR INTERNAL CAVITIES
ROUGHING STRATEGIES FOR CAVITY MACHINING
You start with roughing when making internal cavities. Roughing takes out most of the material fast. You can use special CAD software to plan your tool’s path. Pick cutting settings that fit your material. Machines that move parts by themselves can save you time. High-efficiency roughing tries to remove a lot of material but leaves some for finishing. Try these steps for better results:
Use High Efficiency Milling (HEM) with a small cut across and a deep cut down.
Make sure the cutting edge wears the same all over to keep it sharp.
Take out more material but keep your part accurate.
Tip: Good roughing can make your work faster and get your cavities ready for finishing.
HIGH SPEED AND TROCHOIDAL MILLING
High speed and trochoidal milling can help your cnc work go faster and make tools last longer. Trochoidal milling uses a round path for the tool. This keeps the tool working evenly and makes less heat. You will notice less shaking, which is important for deep cavities. High-speed milling also controls how the tool touches the part. This gives you a smoother finish. These ways work well for hard materials and help you get a nice result.
Trochoidal milling helps tools last longer and saves time.
High-speed milling keeps chips even for a better finish.
You need fewer tools for the same job, so you save money.
FINISHING STRATEGIES FOR PRECISION CAVITIES
Finishing is the last step for your internal cavities. You want the part to be very exact and smooth. The best way depends on what material you use. Here is a quick guide:
Material Type | Key Characteristics | Considerations for Tight Tolerances |
|---|---|---|
Aluminum alloys | Stays cool and is easy to cut | Works well for tight sizes |
Steel alloys | Strong but harder to cut | Watch out for tool wear |
Stainless steel | Can get harder while cutting | Needs careful work for good results |
Titanium alloys | Very strong but hard to cut | Be careful to keep sizes right |
Inconel/superalloys | Very tough and handles heat well | Use special tools for best results |
STEP DOWN AND STEP OVER OPTIMIZATION
You can make your cnc work better by changing step down and step over. A small step over gives you a smoother finish but takes longer. A big step over is faster but leaves a rougher surface. For small details, use a small step over to show them well. If you want to finish fast, use a bigger step over but check for tool marks. Balancing these settings helps you get the best mix of speed and quality for your internal cavities.
Note: Picking the right step down and step over can help your tools last longer and keep your cnc machine working well.
TOOL SELECTION FOR INTERNAL CAVITY MACHINING
LONG REACH AND SMALL DIAMETER TOOLS
Picking the right tool is very important for cnc machining internal cavities. You often need tools that are long and thin to reach deep or tight spots. These tools let you get into every part of the cavity, even if it is tricky. But using these tools can be hard.
Tool accessibility lets you reach deep cavities and small features.
Deep pockets in mold cavities are tough to reach.
Using long tools makes the length-to-diameter ratio go up. This can cause strong cutting forces.
If you push the tool too much, you may see chatter and short tool life.
Advantage/Limitations | Description |
|---|---|
Stability Issues | Small diameter tools can bend more and shake, especially when used deep. |
Machining Efficiency | Small tools can make tight corners but may work slower and cost more. |
Tip: Always check if your tool can reach all parts of the internal cavities before you start cnc machining.
CUTTING TOOL MATERIALS AND COATINGS
Choosing the right tool material and coating helps you machine internal cavities better. You want tools that last longer and do not wear out fast, especially in hard spots.
Titanium Nitride (TiN) helps tools resist wear.
Titanium Carbon Nitride (TiCN) makes tools harder.
Titanium Aluminum Nitride (TiAlN) works well against heat and oxidation.
Titanium Aluminum Carbon Nitride (TiAlCN) gives even better results for tough jobs.
Make sure your tool is long enough to reach deep cavities. Coolant keeps the tool cool and helps it last longer. Pick the coating based on what material you are cutting.
TOOL DEFLECTION CONTROL METHODS
Tool deflection can mess up your cnc machining, especially in deep cavities. You can control deflection by doing a few things:
Pick the biggest tool that fits the cavity. Bigger tools bend less.
Use tools with special shapes to spread cutting forces.
Make the tool core bigger to keep it stiff.
Plan your work in steps. Do not try to cut deep cavities all at once. Start with roughing steps.
Choose tools with variable pitch or special necks to lower vibration and chatter.
Good machines help you cut time and make tools last longer, which keeps your work accurate.
Note: Picking the right tools and planning well helps you avoid problems and get the best results when machining internal cavities with cnc.
TOOLPATH PLANNING FOR CNC INTERNAL CAVITIES
OPTIMIZING TOOLPATH FOR DEEP POCKET MACHINING
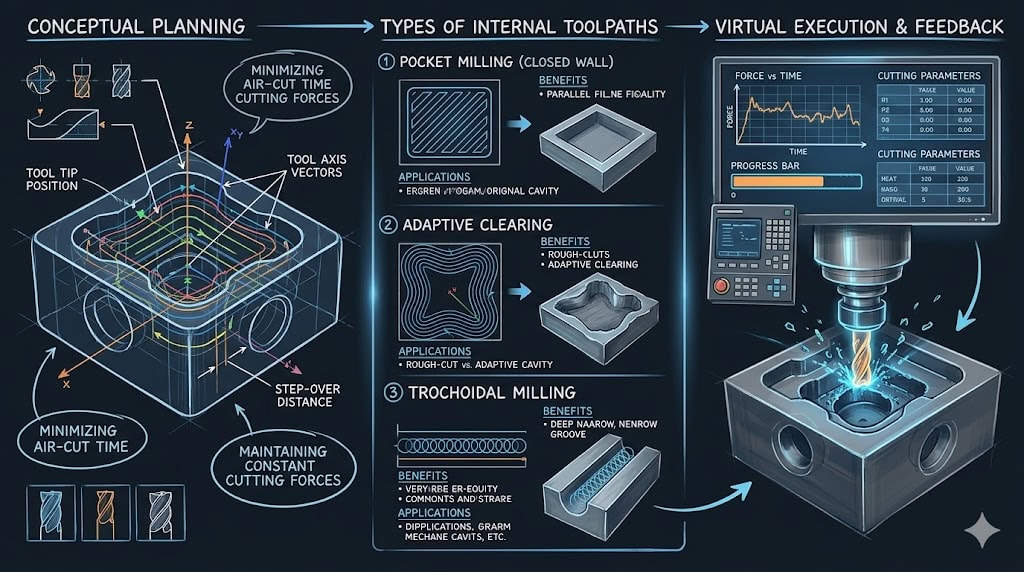
You can make cnc machining better for deep cavities by planning the toolpath well. This keeps the tool cutting the material all the time. It helps stop the tool from bending and makes it easier to get chips out. Using adaptive clearing and high-speed machining lets you cut deeper and faster. These ways help lower shaking and noise. You will see a smoother surface and more exact parts.
Toolpath planning keeps the cutting force even.
You can use deeper cuts and move the tool faster.
These methods make the surface and size better.
Tip: Try adaptive clearing for deep pockets. It makes machining faster and tools last longer.
AVOIDING COLLISIONS AND INTERFERENCE
When you work on tricky internal cavities, you need to stop crashes and problems. You can use special milling ways like morphing technology. This makes smooth 3D roughing and helps you reach hard spots without extra setups. Pick tools that match the shape of the cavity. Ball-end mills are good for round shapes. Flat-end mills are best for flat spots. Change the tool’s angle by moving lead and tilt. This stops the tool from digging in. Use A-maps to find the best tool spots. Adaptive feed rates help keep thin walls from bending.
Morphing technology saves finishing time and lets you reach under bosses.
Lollipop tools at angles can get into tiny cavities without more setups.
Barrel tools with five-axis tilting can reach cooling channels in turbine cases.
Note: Good planning stops crashes and keeps cnc machining safe.
IMPROVING CHIP EVACUATION
Getting chips out is very important when you machine inside cavities. If chips stay, tools wear out fast and the surface gets worse. Better chip removal helps tools last longer and makes the job faster. You will waste less and your parts will be more exact.
Metric | Improvement |
|---|---|
Tool life | 40-45 parts per tool (800% better) |
Cycle time | 31 minutes per cavity (34% less time) |
Scrap rate | <2% (87% less waste) |
Surface finish | 28-45 µin Ra (always better than needed) |
Dimensional accuracy | +/- 0.0008" (better than +/- 0.002") |
Tip: Use coolant and air blasts to blow chips out of deep cavities. This keeps cnc machining fast and your parts looking great.
FIXTURING AND WORKHOLDING FOR INTERNAL CAVITIES
STABILITY AND VIBRATION CONTROL
Strong fixturing keeps your cnc machine steady. If your setup shakes, your part can look bad and be the wrong size. Use balanced cutting tools and make sure they are straight in the spindle. Do not use toolholders with only setscrews or keyways, especially for long tools. Modern modular toolholding systems help keep things balanced and stable. Shorter and thicker tools bend less. If you make the tool shorter by 20%, it bends half as much. Vibration-damping adapters help when your tool is long compared to its diameter. These steps help your cnc machine work smoothly and keep your internal cavities accurate.
ACCESSIBILITY FOR DEEP CAVITY MACHINING
You need to reach deep inside cavities without hitting anything. Good workholding makes this easier. The table below shows how different setups help you with cnc machining of deep internal cavities:
Benefit | Description |
|---|---|
Full Top-Side Access | You can machine from above without anything blocking you. This is important for deep cavities. |
Reduced Repositioning | You do not have to move the part much. This saves time and helps avoid mistakes. |
Your part stays steady during multi-face machining. This is important for tricky shapes. | |
Enhanced Rigidity | Thin parts get better support so they do not bend or twist. |
Single Setup for Multi-Face Machining | You can work on many sides at once. This lowers the risk of errors from moving the part. |
Always check that your fixturing gives you enough space to reach all areas of the cavities with your cnc tools.
MINIMIZING DISTORTION DURING MACHINING
Thin walls inside internal cavities can bend or twist if not supported well. You can use different ways to keep your parts in shape during cnc machining:
Keep tool overhang small to stop chatter and bending.
Cut only part of the wall at a time to reduce force.
Use sharp tools with polished flutes for clean cuts.
Try climb milling to lower force on thin walls.
Support the part near where you are machining.
Spread out clamping force with wide contact areas.
Use the smallest clamp force that still holds the part.
Do not let the part hang out with no support.
Use moderate feed rates and shallow cuts.
Add coolant to keep the part cool and stop warping.
Pick modular fixtures or vacuum chucks for even support.
These steps help your internal cavities stay the right size and shape during cnc machining.
CHALLENGES IN CNC MACHINING INTERNAL CAVITIES
TOOL ACCESSIBILITY LIMITATIONS
You can have trouble reaching some areas inside cnc internal cavities. Some surfaces are hard to get to with your tool. You might need to turn the workpiece many times. This makes the job take longer and cost more. Features like undercuts are hard because you cannot reach them from above. Deep pockets are sometimes too deep for normal setups. Tool accessibility can limit what shapes you can make inside a part.
Limitation | Description |
|---|---|
Tool Access | You may need to turn the part a lot to reach every spot. |
Undercuts | Some shapes cannot be cut from the top, so they are hard to make. |
Deep Pockets | Normal setups may not reach deep spots, so you have fewer design choices. |
Note: If your tool cannot get to a surface, you cannot machine it. Always check if your tool can reach all areas before you start.
TOOL DEFLECTION AND CHATTER
Tool deflection means the tool bends while cutting. This happens a lot in deep cavities or with long, thin tools. When the tool bends, it cuts in the wrong place. You might see size mistakes or walls that are not even. Chatter is when the tool shakes and makes the surface rough. It also makes the part less exact. Chatter changes how the tool cuts and can cause shape errors. You need to stop tool deflection to keep your parts right.
Tool deflection makes sizes wrong and changes tolerances.
Chatter makes the finish rough and hard to keep tight sizes.
WALL THICKNESS AND STRUCTURAL WEAKNESS
Thin walls inside cavities can bend or break when you use cnc machining. You must follow rules for how thick walls should be to keep parts strong.
Material Type | Minimum Wall Thickness |
|---|---|
Metal Materials | 0.030 inches (0.762 mm) |
Plastic & Composite | 0.060 inches (1.52 mm) |
If walls are too thin, they can bend or break. Always check the material and make sure walls are thick enough to stay strong.
INTERNAL RADII LIMITATIONS
Internal radii tell you what tools you can use and how you design parts. The smallest radius you can make depends on the tool size. If you want a small radius, you need a small tool. Small tools can bend and wear out quickly. You should keep the inside corner radius at least one-third of the cavity depth. This helps stop bending and keeps the tool steady.
Small tools slow down the job and wear out faster.
Bigger radii make machining quicker and more stable.
MATERIAL AND HEAT MANAGEMENT ISSUES
Material and heat are big problems when you machine deep internal cavities. Steel can hold heat at the cutting edge. This can make the tool soft and wear out. Thin walls can bend if they get too hot. You must clear chips well to keep the part cool. If you do not control heat, the part can get bigger and the size can change. Always use coolant and plan to remove chips to protect your internal cavities.
Tip: Good heat control keeps your tools sharp and your parts the right size.
HOW TO MACHINE DEEP INTERNAL CAVITIES IN CNC
HIGH ASPECT RATIO MACHINING TECHNIQUES
You need special ways to make deep internal cavities in cnc. High aspect ratio methods help you reach small spaces that are very deep. You can use Electrical Discharge Machining (EDM) for hard-to-reach cavities. EDM shapes complex cavities without pushing on the part. This keeps thin parts from bending or moving. EDM works on hard materials, so tool wear is not a big problem. The electrode shape lets you make tricky designs. You get the same shape every time and can control how smooth the surface is. The table below shows how these methods help you:
Feature | Description |
|---|---|
High aspect ratio capability | Lets you machine small areas that are very deep, which is needed for deep cavities. |
Machining hardened materials | EDM works well even if the material is very hard, good for tool steels. |
Complex shapes | The electrode shape lets you make designs that are hard with normal cutting. |
No cutting forces | EDM does not touch the part, so thin sections stay in shape. |
Excellent repeatability | You can make the same cavity many times because EDM is controlled. |
Surface integrity control | You can change finishing steps to make the surface better in hard-to-reach spots. |
COOLING AND HEAT CONTROL STRATEGIES
Heat can make deep cnc cavities change shape. You need good ways to keep things cool. Through-Spindle Coolant (TSC) works best for deep cavities. TSC keeps the cutting area cool and stops heat from changing the part by 20%. Flood coolant does not work as well in deep spots and cools unevenly. TSC also makes the surface smoother and lowers mistakes. You can see the results in the table below:
Cooling Strategy | Application | Surface Finish (Ra) | Effectiveness in Deep Cavities |
|---|---|---|---|
Through-Spindle Coolant | High-speed milling of SA516 steel | 0.9 µm | Very good, less distortion |
Flood Coolant | Milling of aluminum 6061 | 0.9-1.0 µm | Not as good, uneven cooling |
TSC helps stop heat problems in medical implants and gives a surface finish of Ra 0.5-0.7 µm.
TSC lowers leftover stress by 20% compared to flood coolant.
Tip: Use TSC for deep internal cavities. It keeps your parts the right size and makes the surface better.
STEP BY STEP MACHINING APPROACH
You can use easy steps to make deep internal cavities in cnc. These steps help you take out material fast and finish the cavity with care.
Start with dynamic roughing. Use a solid carbide end mill to take out most of the material.
Next, do deep roughing. Use an insert cutter for deeper and harder spots.
Clean up corners. Use a tungsten carbide end mill to remove leftover bits.
Use roughing methods like Adaptive and Trochoidal Milling to take out more material.
Try semi-finishing and corner picking. Small tools get into tight corners and Z-level steps help with straight walls.
Finish with care. Use wall and floor finishing to get the smoothest surface.
Note: Using smart methods and planning helps you make deep internal cavities with cnc. You get better accuracy, tools last longer, and the surface looks great.
BEST PRACTICES FOR CNC MACHINING INTERNAL CAVITIES
DESIGN GUIDELINES FOR CAVITY MACHINING
When you plan cnc machining for internal cavities, think about how easy it is to make. Good design helps you avoid problems and makes everything go better. The table below shows some important rules you should follow:
Guideline | Description |
|---|---|
Tool Accessibility | Make sure the cutting tool can reach inside the cavity without hitting anything or shaking too much. |
Five-Axis Milling | Use five-axis machines to tilt and turn the tool. This helps you reach deep or tricky cavities. |
Path Generation | Use smart path planning to stop the tool from digging in or crashing. This makes machining faster and safer. |
These ideas help you reach and cut your cavities more easily. Always check your design before you start making the part. This step can save you time and money.
PROCESS OPTIMIZATION TECHNIQUES
You can make cnc machining better by using smart steps. Start with roughing to take out most of the material fast. Use high-speed machining to keep things quick and safe. Try trochoidal milling for deep spots inside the part. This way helps you control heat and tool wear. Always change your step down and step over to get the best finish. Use five-axis machines if you can. These machines help you reach more places and keep the surface smooth. Check your design at every step so you do not make mistakes.
Tip: Use simulation software to test your toolpaths. This lets you find problems before you start cutting.
QUALITY CONTROL AND INSPECTION METHODS
You need good checks to make sure your cnc parts are right. Use probes and cameras to look inside the part. Measure how smooth the surface is with a profilometer. Use gauges to check the size and shape of the cavities. Always compare your finished part to your design to make sure it is correct. If you find mistakes, change your plan and try again. Keep notes about your checks so you can see how you are doing.
Note: Careful checking helps you keep your cnc parts right and your internal cavities strong.
INTERNAL CAVITY MACHINING STRATEGIES COMPARISON
EFFICIENCY VS PRECISION TRADE OFFS
You have to pick between working fast or being very exact when you machine inside cavities. If you want to finish quickly, you can use roughing for pockets. This way takes out material fast but may not be as exact. If you need the part to be very close to the right size, you should slow down and use careful finishing steps. This makes the inside features more accurate. You need to think about what your part needs before you choose a plan. Some cnc jobs need to be fast. Other jobs need the inside to be perfect.
Tip: Always make your machining plan fit the size rules for your pockets.
COST AND TOOL LIFE IMPACT
Cnc machining inside cavities can cost more if you do not plan well. Fast roughing wears out tools faster. You will have to buy new tools more often if you go too fast. Careful finishing for tight sizes takes longer. This can make each part cost more. You can save money if you balance tool life and speed. Use the best tool for each step. Change tools before they get too old. This keeps your cnc machine working well and your inside cavities correct.
BEST STRATEGY SELECTION TABLE
You can look at this table to help you pick the best way to machine your part. Check what your inside cavities and pockets need. Match your plan to the size rules you want.
Strategy Type | Best For | Efficiency | Tolerances | Tool Life | Cost |
|---|---|---|---|---|---|
Aggressive Roughing | Large pockets | High | Low | Short | Medium |
High-Speed Machining | Deep internal cavities | Medium | Medium | Medium | Medium |
Precision Finishing | Tight tolerances | Low | High | Long | High |
Trochoidal Milling | Narrow pockets | Medium | High | Long | Medium |
Note: Always check the size rules and the kind of inside cavities before you start cnc machining. This helps you get the best mix of speed, price, and quality.
FAQ
WHAT IS INTERNAL CAVITY MACHINING
You use internal cavity machining when you want to remove material from inside a part. This process creates spaces or holes that you cannot see from the outside. You need cnc machines to shape these internal cavities with high accuracy. You must plan your work so the tool can reach all areas. This helps you avoid mistakes and get the right size for your cavities.
Tip: Always check your design for deep or narrow internal cavities before you start machining.
WHAT IS POCKET MACHINING IN CNC
Pocket machining in cnc means you cut out a space or pocket inside a part. You use this method to make flat-bottomed or shaped cavities. You can make open or closed pockets. Open pockets have one side open, while closed pockets have walls on all sides. You need to pick the right tool and toolpath for each type. Pocket machining helps you make strong and light parts with complex shapes.
HOW TO MACHINE DEEP CAVITIES IN CNC
You must use special steps for deep cavities in cnc machining. Start with roughing to remove most of the material. Use long tools to reach deep inside the internal cavities. Try high-speed or trochoidal milling to keep the tool cool and reduce wear. Always use coolant to help with chip removal. Finish with careful passes to get smooth walls and the right size. Check your work often to make sure the cavities match your design.
Use dynamic roughing for fast material removal.
Pick tools that fit the depth and width of the internal cavities.
Plan your toolpath to avoid tool bending.
WHAT ARE THE MAIN CHALLENGES IN CAVITY MACHINING
You face many challenges when machining internal cavities. Tool access can be hard in deep or narrow spaces. Tools can bend or chatter, which makes the surface rough. Thin walls inside the cavities can break if you do not support them. Chips can get stuck and cause heat problems. You must plan your cnc machining internal cavities with care to avoid these issues.
Challenge | Solution |
|---|---|
Tool Deflection | Use stiff tools and short cuts |
Chip Evacuation | Use coolant and air blasts |
Thin Walls | Support and use light cuts |
Heat Build-Up | Use proper cooling methods |
Note: Careful planning and the right tools help you solve most problems in cnc machining internal cavities.
You can get good at cnc machining internal cavities by using smart steps. Always look at your design first to see if it is easy to make. Plan each step for the cavity with care. Pick the best tools and try to make the shape simple. Watch out for tool bending and make sure chips come out. Check your work often to see if you can do better. Use these good habits on every project. Keep learning new things and practice your cnc skills. If you pay close attention to your design, you will do well.