LKprototype
LKprototype 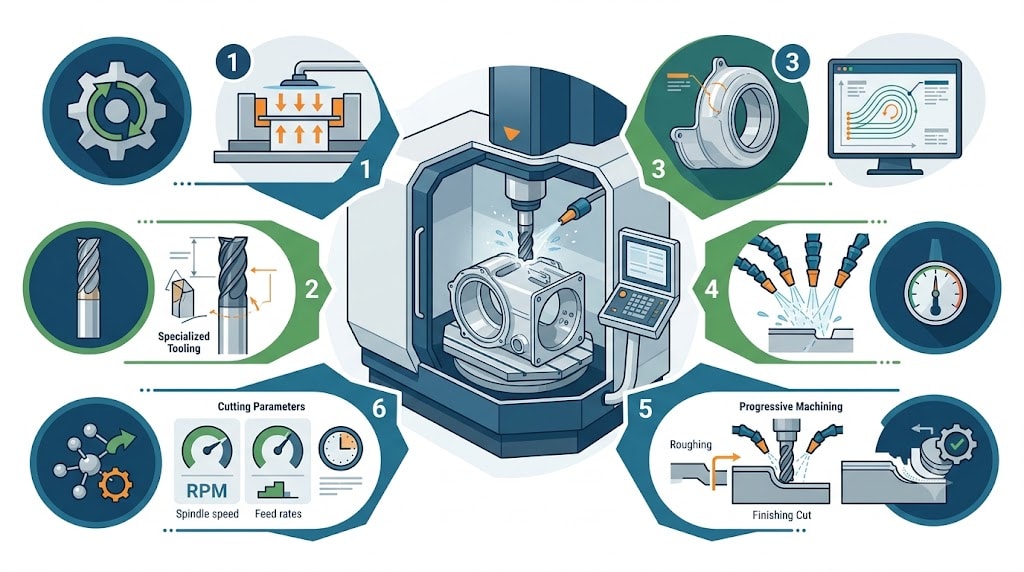
When using CNC machining thin-walled parts, you often encounter problems with deformation. High-speed tools generate heat during the cutting process, which can alter the material. Worn-out tools exert additional stress on the part, potentially damaging weak surfaces. Improper clamping of the part can lead to bending or twisting. Additionally, lowering the tool incorrectly can cause significant shape changes in the part. To prevent these issues, you can apply expert tips to ensure your CNC machining thin-walled parts remain accurate and stable.
Key Takeaways
Use even clamping and soft jaws to hold thin-walled parts. This stops the part from bending. It also helps keep the part accurate during machining.
Try stepwise machining with more than one pass. This way, you lower stress on the part. It also keeps the thin walls the right size.
Pick the right cutting settings like faster spindle speed and shallow cuts. These choices use less force and make less heat. This lowers the chance of the part changing shape.
Use stress relief steps between machining stages. This gets rid of inside stresses. These stresses can make the part warp after machining.
Check often for bending and tool wear. Finding problems early saves time. It also makes your thin-walled parts better.
WHY THIN-WALLED PARTS DEFORM IN CNC MACHINING: CORE CHALLENGES
MATERIAL PROPERTIES AND RESIDUAL STRESS IN PRECISION COMPONENTS
It is important to know how material properties affect thin-walled parts. Some materials bend or twist more than others. For example, aluminum alloys can get weaker when they get hot. This makes them easier to bend or twist. Residual stress inside the material can make it warp after machining. This stress can show up right away or later, especially in aluminum.
Material Property | Effect on Deformation |
|---|---|
Hardness | Hardness helps the material resist bending during machining. |
Elastic Modulus | This shows how much the material bends under stress. |
Thermal Expansion Coefficient | This affects how much the part changes size from heat. |
Tip: Slowly make the part thinner and use even machining on both sides. This helps control stress and keeps your parts the right shape.
CUTTING FORCES AND RIGIDITY ISSUES DURING THIN WALL MILLING
Thin-walled parts are not very stiff. They bend or warp when you cut them. Even a small increase in cutting depth can push much harder on the wall. This can be up to 20% more force. If you start cutting from the strongest areas, you can help stop bending. Letting parts rest after rough cutting also helps lower stress.
Thin walls bend easily when you cut them.
Making walls thicker helps stop bending.
Start with strong areas and let parts rest to lower stress.
WORKHOLDING AND FIXTURING CHALLENGES FOR FRAGILE PARTS
It is hard to hold thin-walled parts tightly without damage. If you clamp too hard or in the wrong spot, the part can twist or bend. You should spread out the clamping force over a big area. Use soft jaws or supports to help. Vacuum tables and padded clamps give good support without hurting the part.
Spread out clamping force to avoid damage.
Use soft jaws, supports, or vacuum tables.
Do not clamp in one spot or you might bend the part.
Note: Clamping too hard or unevenly can change your part’s shape. This is a bigger problem if you use a three-jaw chuck.
THERMAL EFFECTS AND HEAT-INDUCED PART DISTORTION
Heat from cutting tools can change the size and shape of thin-walled parts. Thin parts cannot get rid of heat fast, so they expand and bend. Aluminum parts are even more likely to change because they move heat quickly. Fast temperature changes can make parts bend and surfaces uneven.
Thin walls cannot lose heat fast, so they expand.
Aluminum alloys bend more from heat.
Tool heat can change the size and shape of parts.
Tip: Keep heat low during machining. This helps your parts stay the right size and shape.
7 EXPERT STRATEGIES FOR CNC MACHINING THIN-WALLED PARTS
1、OPTIMIZE CLAMPING AND FIXTURING TO REDUCE VIBRATION
Thin walls need even support during cnc machining. Soft jaws spread the force so the part does not bend. Vacuum workholding holds the part tight but does not squeeze it too much. Custom fixtures keep tricky shapes steady. Use just enough clamping force to keep the part safe. Symmetrical clamping stops bending. For very thin walls, you can use a special alloy to hold the part. Melt the alloy away after machining.
Fixturing Method | Description | Benefits |
|---|---|---|
Soft Jaws | Custom jaws fit the part’s shape | Even force, less deformation |
Vacuum Workholding | Suction holds the part in place | Less stress, good for thin walls |
Custom Fixtures | Designed for special parts | More stability and support |
Tip: Good fixturing helps stop vibration and gives better results.
2、IMPLEMENT STEPWISE MACHINING AND MULTIPLE PASSES FOR DIMENSIONAL ACCURACY
Do not finish thin wall milling in one pass. Start with roughing to take away most material. Leave extra stock for support. Next, use semi-finishing to get closer to the final size. Finish with light cuts. This step-by-step method keeps thin walls from bending. Each pass lowers stress and keeps the part accurate. Multi-stage machining with breaks helps keep your part stable.
Roughing: Take away bulk material, keep walls thick.
Semi-finish: Get closer to size, keep support.
Finish: Use light cuts for high precision.
3、SELECT PROPER CUTTING PARAMETERS FOR THIN-WALLED COMPONENT MANUFACTURING
Pick the right cutting settings for cnc machining thin-walled parts. Use higher spindle speed and shallow cuts. Keep stepover small. These choices lower force and heat. Sharp tools and good tool shape help too. Wrong speed or feed can cause vibration and bending. Always check your settings before thin wall milling.
Cutting Parameter | Description |
|---|---|
Spindle Speed | Higher speed, less force |
Cut Depth | Shallow cuts, better finish |
Stepover | Small steps, fewer defects |
Cooling/Lubrication | Keeps temperature low, improves efficiency |
4、CONTROL CUTTING FORCES AND OPTIMIZE TOOL PATHS FOR THIN WALLS
Control cutting forces during cnc machining. Use adaptive tool paths like High-Efficiency Machining. These paths spread force evenly. Climb milling gives smoother finish and less force on thin walls. Always use small depth of cut, about 0.1 to 0.3 millimeters. If you push too hard, thin walls bend or vibrate. Plan your tool path to keep the part steady.
5、APPLY STRATEGIC COOLANT AND LUBRICATION TO MANAGE HEAT
Heat can make thin walls change shape. Use the right coolant for your material. Water-based coolants work well for aluminum. Synthetic coolants are best for fast thin wall milling. Minimum Quantity Lubrication uses less fluid but still cools and lubricates. Cryogenic machining with liquid nitrogen cuts heat and distortion a lot. Always keep the cutting area cool to protect your part.
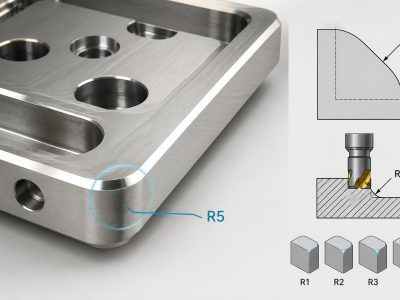
6、CHOOSE THE RIGHT TOOLING GEOMETRY TO MINIMIZE TOOL DEFLECTION
Short, stiff tools work best for cnc machining thin-walled parts. Use solid carbide tools for more stiffness. Keep tool overhang short. Sharp tools cut with less force. Smaller diameter tools help in tight spots but can bend more, so balance is important. If you control tool bending, you get better surface finish and accuracy in thin wall milling.
7、INCORPORATE STRESS RELIEF AND POST-MACHINING PROCESSES
Use stress relief between roughing and finishing. Heat treatment, vibration stress relief, or cryogenic treatment can help. These steps remove stress inside the part. This keeps your part from warping after cnc machining. Always plan for stress relief if you want stable, accurate thin-walled parts.
THIN WALL MILLING AND CNC PRACTICAL TIPS FOR ENGINEERS
DO’S AND DON’TS FOR MACHINING LOW STRUCTURAL RIGIDITY PARTS
You need to follow clear rules when machining thin-walled parts. These parts bend easily, so you must handle them with care.
Do’s:
Use sharp tools.
Apply light cuts.
Support the part evenly.
Check tool paths before you start.
Use coolant to keep the part cool.
Don’ts:
Do not use dull tools.
Do not clamp too hard.
Do not rush the process.
Do not ignore vibrations.
Tip: Always plan your steps. Careful planning helps you avoid mistakes and keeps your parts accurate.
COMMON MISTAKES TO AVOID IN PRECISION THIN WALL MANUFACTURING
You can make mistakes if you do not pay attention. Many engineers forget to check tool wear. Some skip simulation tests. Others use the wrong cutting parameters. These mistakes can cause parts to bend or break.
Here is a table to help you spot common errors:
Mistake | Result |
|---|---|
Using dull tools | Poor surface finish |
Skipping simulations | More defects |
Wrong cut pattern | Higher risk of deformation |
Ignoring tool wear |
Simulations let you test different conditions without wasting material. You save time and money. Optimizing your tools and cut patterns improves both efficiency and quality.
QUICK CHECKS FOR DEFORMATION AND CHATTER MARKS IN CNC
You must check your parts often. Look for bends or twists. Run your finger along the surface. If you feel bumps or lines, you may have chatter marks. Use a caliper to measure wall thickness. Compare your measurements to the design.
Check for straight edges.
Look for smooth surfaces.
Measure wall thickness.
Listen for unusual sounds during cutting.
🛠️ Quick checks help you catch problems early. You can fix issues before they ruin your part.
CONCLUSION: PARTNERING WITH EXPERTS FOR THIN-WALLED COMPONENT MANUFACTURING
You want your thin-walled parts to meet high standards. Working with CNC machining experts helps you reach this goal. These professionals know how to handle the challenges of thin-walled components. They use proven methods to keep your parts strong and accurate.
When you partner with experts, you gain many advantages:
You save time from the start of prototyping to final production.
You can make design changes quickly and test them with ease.
You get short lead times and strong quality control, which means your parts are more reliable.
You avoid high equipment and tooling costs.
You improve your inventory management and reduce energy use.
Experts use special strategies to stop deformation. They choose the right materials, like strong aluminum alloys. They add ribs or supports to designs. They use soft fixtures and gentle clamping to protect your parts. They pick the best cutting tools and set the right speeds. They remove material slowly to lower stress. These steps help your parts keep their shape.
You also benefit from expert advice on every step. You learn how to use heat treatments before machining. You see how to pick the best tools and cutting plans. You get tips on how to clamp parts without damage. You find out how to use coolant to keep parts cool. You learn to design components that are easy to machine.
Benefit | How It Helps You |
|---|---|
Faster development | Quicker delivery of parts |
Lower costs | More savings for your business |
Better quality | Fewer defects in components |
Less waste | More efficient production |
You can trust experts to help you avoid common mistakes. They check for deformation and fix problems early. You get parts that fit your needs and last longer. By working with skilled partners, you make sure your thin-walled components meet the highest standards.
You can prevent deformation in cnc machining by using seven expert strategies for thin parts. High cutting speeds and careful process design help you keep thin walls strong. When you set the right cnc parameters, you reduce bending and improve surface quality. Vacuum fixtures and smart cnc setups can cut thin part distortion by up to 80%. You get better accuracy and meet strict cnc standards for thin components. Try these cnc methods to boost your results. Keep learning as cnc technology for thin parts keeps changing.
FAQ
What is the best way to stop thin-walled parts from bending during CNC machining?
You should use even clamping, light cuts, and sharp tools. Support the part well. Take small steps when removing material. These actions help keep your part straight.
How do you check if a thin-walled part has deformed?
You can use a caliper to measure wall thickness. Run your finger along the surface to feel for bumps. Look for bends or twists. Listen for odd sounds during cutting.
Which materials work best for thin-walled CNC parts?
Aluminum alloys, titanium, and some plastics work well. These materials have good strength and low weight. You can machine them with less risk of bending.
Why do thin walls vibrate more during machining?
Thin walls have less support. Cutting forces make them shake. This vibration can cause chatter marks and poor surface finish. You can reduce vibration by using proper fixturing and light cuts.