LKprototype
LKprototype 
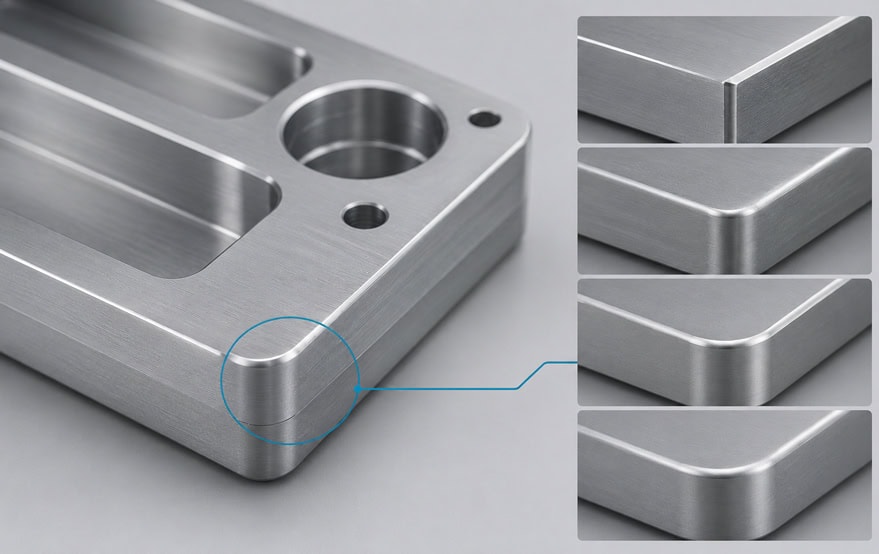
You cannot make sharp inside corners in cnc machined parts. Picking the right corner radius is important for making and using the part. Making the inside radius bigger in your design can save money and help tools last longer.
If you use an inside radius that is at least 130% of the cutting tool radius, you can use faster feed rates and keep chip load steady for cnc machined parts.
Using the same radius on all inside edges means you do not need to change tools, so making the part costs less.
A corner radius that is at least one third of the cavity depth makes machining faster and cheaper for cnc machined parts.
Reason for Proper Corner Radius | Implication |
|---|---|
Structural Integrity | Your cnc machined parts can handle stress during use. |
Minimizing Scrap Rates | You save money by wasting less material. |
Process Feasibility | Your design can still be made. |
Economic Impact | Tighter tolerances make manufacturing cost more. |
Making the radius better in cnc corner radius design helps tools last longer and makes cnc machined parts more reliable. You get better results if you follow these tips.
Key Takeaways
Use a corner radius at least 130% of the tool radius for smoother cuts and longer tool life.
Bigger radii allow faster machining and reduce costs by using stronger tools.
Standardize radii across parts to minimize tool changes and save money.
Avoid very small radii to prevent tool wear and longer machining times.
Consult with your CNC shop to choose the best radius for your design.
WHAT IS A CNC INTERNAL CORNER RADIUS
UNDERSTANDING INTERNAL CORNERS IN CNC MACHINING
When you make a part for cnc machining, the inside corners are always rounded. This round part is called the internal corner radius. You cannot get a sharp inside corner because the cutting tool is round. The smallest radius you can make is half the tool’s diameter. Most guides say to use a radius that is at least one-third of the cavity depth. This helps the tool stay steady and not bend. If you make the radius a bit bigger than the tool radius, like 130% of it, you will get smoother cuts and better parts.
WHY SHARP INTERNAL CORNERS ARE IMPOSSIBLE TO MACHINE
Sharp inside corners are not possible in cnc machining because the tools are round. Every tool used in cnc machining has a round shape. When the tool cuts a pocket or slot, it leaves a curved corner. This happens with all cnc machines everywhere. If you try to make a sharp corner, the tool can wear out, break, or leave a rough finish. The round shape of the tool always makes a radius in the corner.
The internal corner radius should be at least as big as the tool radius.
The smallest inside corner radius is about half the tool’s diameter.
Making a very small radius takes more time and wears out the tool.
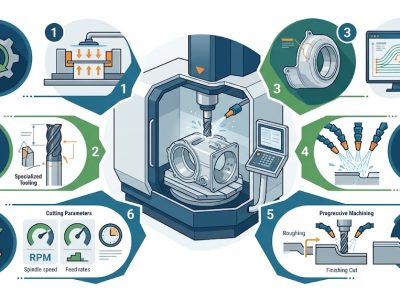
HOW END MILL GEOMETRY CREATES CORNER RADII
The shape of the end mill decides the smallest corner radius you can make. The pilot diameter and the corner radius of the end mill are important. A bigger pilot diameter makes the tool stronger and lets you use slower speeds. A smaller pilot diameter lets you cut faster because the tool can move quickly. The size of the radius compared to the pilot diameter changes how well the tool cuts tricky shapes. Some end mills have flared corners, which help you make special radii and get better quality. Picking the right end mill helps you get the best results for complex cnc machining.
CNC CORNER RADIUS DESIGN RULES
MINIMUM ACHIEVABLE INTERNAL CORNER RADIUS
It is important to know the smallest corner radius you can use in cnc parts. The smallest size is usually half the width of the smallest end mill your shop has. Most cnc machining guides say to start with a radius between 0.030" and 0.060" for most parts. If you pick a radius that is too small, you will need to use very tiny tools. This makes the job take longer, costs more, and can break the tool. You should always ask your manufacturer what size is best for your part.
Tip: Make your internal corner radii a little bigger than needed. This helps the cutter move easily and saves money.
THE 130 PERCENT CORNER RADIUS RULE
You can make parts easier to machine by using the 130 percent rule. This means your corner radius should be at least 1.3 times the tool radius. This rule helps the tool turn corners without stopping or slowing down. You get a smoother finish and your tool lasts longer. Many cnc design guides say to use this rule for most inside shapes.
Put a radius on all inside edges.
Use a radius that is 1.3 times the milling tool radius.
Make non-critical fillet sizes the same across your part.
RECOMMENDED CORNER RADIUS SIZES FOR CNC MACHINING
You should follow cnc corner radius rules for the best results. Most guides for engineers suggest these sizes:
Feature Type | Recommended Corner Radius |
|---|---|
General Internal Edges | 0.0625" (1.5mm) or larger |
Deep Pockets | At least 1/3 of pocket depth |
Non-critical Fillets | Standardize across the part |
If you keep your radii the same, you will need fewer tool changes and spend less money making your part.
RELATIONSHIP BETWEEN TOOL DIAMETER AND CORNER RADIUS
The way you design your part changes how easy it is to make and how much it costs. Bigger corner radii let you use bigger tools. Bigger tools cut faster and last longer. Smaller radii need smaller tools, which slow down the work and can break more easily. Always make your inside radii a little bigger than the tool radius. This makes your design better and helps the part get made faster.
Bigger radii mean faster cutting, smoother finish, and lower cost.
Smaller radii mean slower cutting, higher cost, and more tool wear.
If you follow these cnc corner radius rules, your parts will be easier to make and work better. Always use cnc machining guides and talk to your manufacturer to get the best results.
HOW CORNER RADIUS AFFECTS CNC MACHINABILITY
LARGER RADII AND IMPROVED TOOL ACCESS
If you use bigger internal radii in your cnc parts, making them is easier and faster. Bigger radii let you use larger and stronger tools. These tools do not bend as much when cutting. You will not need to switch tools as often, so you save time and money. Bigger radii also spread out stress, so your parts do not break as easily. If you pick corner fillets that match common tool sizes, you can finish parts faster and get smoother surfaces.
Bigger radii let you use larger tools and reach corners better.
Fewer tool changes make the process faster and cost less.
Less stress in corners keeps your parts strong and reliable.
REDUCING MACHINING TIME AND COST
You can spend less money by making the inside corners rounder in your cnc parts. Rounded corners mean the tool does not need to go over the same spot many times. If you use a small radius, you need tiny tools and more passes, which takes longer and costs more. If you make the radii bigger, you save money and finish parts faster. The whole process becomes quicker and works better.
Benefit | Explanation |
|---|---|
Less Machining Time | Bigger inside corners need fewer tool passes, so you finish faster. |
Less Tool Wear | Fewer passes mean the tool lasts longer and costs less to replace. |
Easier Tooling | Using the same corner size everywhere means you do not need to change tools, so you save time. |
You should think about the tool's length and width when you design your part. This helps stop tools from breaking and makes the job faster and cheaper.
IMPROVING PART QUALITY AND DIMENSIONAL ACCURACY
Making the corner radius just right gives you a smoother finish and better size control. You get more exact parts because the tool does not bend as much. Bigger radii stop sharp corners that can cause cracks or weak spots. When you make the radius better, your cnc parts turn out stronger and look nicer. The process is easier to control, so you get good results every time. Good radii mean your parts work well for important jobs.
Tip: Always use the same inside corner radius to save time and money when making cnc parts.
HOW CORNER RADIUS AFFECTS TOOL LIFE
TOOL WEAR AND CUTTING PRESSURE
When designing parts for cnc machining, the size of the inside corner radius is very important for tool life. Small corners make the tool cut more material at once. This increases the pressure on the tool and the workpiece. It can make the surface rougher and cause the tool to wear out faster. Bigger inside radii let you use larger, stronger tools. These tools cut faster and stay steady during machining. Smaller radii need delicate tools that wear out quickly and need slower speeds. This makes machining take longer and costs more.
Bigger radii allow the use of strong tools for cnc work.
Smaller radii cause more tool wear and longer machining times.
Note: Always make the inside radius a little bigger than the tool radius. This helps the cnc process work better and makes tools last longer.
TOOL LENGTH-TO-DIAMETER RATIO
The ratio of tool length to diameter affects how well your tool works in cnc machining. If you use a small radius in a deep cavity, you need a long, thin tool. These tools bend easily and can break. A bigger radius lets you use a thicker, shorter tool. This makes the tool stronger and more reliable. It also lowers costs and speeds up production. Your cnc parts will be better quality and easier to make.
Lower machining costs
Avoid tool breakage
Finish jobs faster
Make the process more reliable
STOPTING TOOL BENDING AND BREAKING
You can stop tools from bending or breaking by following some simple rules:
Make the inside radius at least one-third of the cavity depth. This keeps the tool stiff.
Set the radius to about 130% of the tool’s radius. This reduces vibrations and improves the process.
Use radii that match common end mill sizes. This makes manufacturing easier and cheaper.
Tip: Use these tips to keep your tools safe and your cnc work smooth.
MATERIAL-SPECIFIC CORNER RADIUS RECOMMENDATIONS
ALUMINUM CNC MACHINING GUIDELINES
When you design aluminum parts for cnc machining, make sure tools can reach the inside corners easily. Aluminum lets you cut faster, but you still need to follow some rules for good results. Use an internal fillet radius that is about 25–35% of the cavity depth. This size helps the tool move without problems and keeps it from breaking. The internal corner radius should also be at least 130% of the cutting tool’s radius. This helps chips come out better and makes the surface smoother. Bigger radii can make tools last up to 50% longer. Remember, the cutter diameter decides the smallest radius you can make in any inside corner.
Tip: For most aluminum parts between 10mm and 50mm, a radius of R2.0-R3.0mm looks good and makes machining faster.
STAINLESS STEEL AND HARDENED METALS
Stainless steel and hardened metals are harder to machine and wear out tools quickly. Always set the smallest inside radius to match the tool radius. If you pick a smaller radius, you might need tiny endmills or use other methods like EDM, which costs more. For smoother cuts and longer tool life, use a radius that is 130% of the tool radius. A good rule is to make the corner radius at least one-third of the pocket depth. If your part needs sharp inside corners, you can add relief notches or use extra steps.
Best Practices for Stainless Steel and Hardened Metals:
Make the inside radius the same as the tool radius.
Make the radius 130% of the tool radius for better results.
Use at least one-third of the cavity depth for the corner radius.
ENGINEERING PLASTICS AND COMPOSITES
Engineering plastics and composites act differently when you machine them. These materials can bend or melt if you use the wrong tool or speed. Use a big inside corner radius to stop sharp changes that can cause cracks or stress. For most industrial parts, a radius of R2.0-R3.0mm works well. You can also use the formula R = (H/10) + 0.5, where H is the cavity depth, to find a safe minimum radius. This helps the tool reach the cavity without hurting the part.
Material Type | Recommended Internal Corner Radius |
|---|---|
Aluminum | 25–35% of cavity depth or R2.0–R3.0mm |
Stainless/Hard Metals | ≥ Tool radius, ideally 130% of tool radius |
Plastics/Composites | R2.0–R3.0mm or (H/10)+0.5 |
Note: If you follow these cnc machining rules, your parts will be better, your tools will last longer, and you will spend less money.
DESIGN FOR MANUFACTURABILITY (DFM) BEST PRACTICES
MAKING POCKETS AND INSIDE PARTS EASIER TO MAKE
When you design parts so they are easier to produce, it speeds up cnc work. Always make internal corner radii at least 130% of the tool’s radius. For example, if you use a 10mm end mill, set the inside corner radius to at least 6.5mm. This extra space helps the tool move smoothly and reduces vibrations. It also helps remove chips better. Using larger radii can make your tools last up to 50% longer. If you avoid very small, tight radii, you don’t need delicate tools that slow down work and cost more. Always check if a small radius is really needed or if you can make it bigger to make machining easier.
Tip: Bigger internal radii help parts work better and make cnc machining simpler.
DESIGNING PARTS TO SPEED UP CNC WORK
You can make cnc machining faster by matching inside corners to what the tools can do. Add an inside corner radius that is at least one-third of the cavity depth. Use the same radius on all internal edges. This way, you don’t need to change tools often. It also makes the process simpler. Following these steps cuts down on machining time and makes everything more efficient.
Round internal corners to match the tool size.
Use the same radii for all inside features.
Make radii at least one-third of the cavity depth.
BALANCING HOW PARTS WORK AND COSTS
When designing cnc parts, you need to balance how well they work with how much they cost to make. Small inside corner radii might seem strong, but they need smaller, less stable tools. This makes machining take longer, wears out tools faster, and increases the chance of breaking. Bigger radii let you use stronger tools, cut fewer times, and make the process simpler. The table below shows the differences:
Aspect to Consider | Small Inside Corner Radii | Large Inside Corner Radii |
|---|---|---|
Tool Size | Needs smaller, less stable tools | Can use bigger, stronger tools |
Machining Speed | Takes longer with more passes | Faster with fewer passes |
Tool Wear | Wears out faster because of sharp corners | Lasts longer with stable tools |
Breakage Risk | Higher because tools are less stable | Lower with stronger tools |
Overall Complexity | More complicated with special tools | Simpler with standard tools |
Note: Good design for manufacturing means making parts that are reliable, cost less, and work better.
ALTERNATIVES TO SHARP INTERNAL CORNERS
Sharp internal corners can be hard to make in cnc parts. Luckily, there are other ways to design corners that work better and make parts easier to machine.
DOG BONE CORNERS FOR MATING PARTS
Dog bone corners are often used for parts that fit together. These corners have a small relief or taper at the edges. This helps parts line up and fit well. Dog bone corners lower stress and make assembly easier. They also give more space for tools, so machining is faster and tools last longer. This design is great for fixtures and housings where tight fits matter but sharp corners are not possible.
T-BONE AND RELIEF CORNER DESIGNS
T-bone and relief corners are good choices for inside edges. These designs add flat reliefs or chamfers to the corners. They spread stress across the part and help stop cracks. Bigger tools can reach these corners, so cnc work is quicker. T-bone and relief corners are helpful for tricky shapes or tough materials.
EDM AND OTHER MACHINING ALTERNATIVES
Electrical Discharge Machining (EDM) can make almost square inside corners. EDM is very precise and works well for parts with tight fits or hard materials. It creates sharp corners that regular cnc tools cannot make. EDM costs more, but it is great for important features in molds, tools, or parts where fit and stress matter most.
COMMON CNC CORNER RADIUS DESIGN MISTAKES

When you work on cnc machining, you want to avoid mistakes. Some mistakes can slow down work or make it cost more. Many engineers make the same errors when designing cnc parts. These errors make machining harder and raise costs.
SPECIFYING UNNECESSARILY SMALL RADII
You might think small inside corners look nice or fit your plan. But picking a very small radius causes problems in cnc machining. Small radii mean you must use tiny tools. Tiny tools cut slower and wear out fast. You may see more broken tools and rougher surfaces. Machining takes longer, and each part costs more. Always check if a bigger radius will work for your part. Bigger radii make cnc work faster and help tools last longer.
IGNORING TOOL ACCESS REQUIREMENTS
Tool access is very important in cnc design. If you do not think about how tools reach corners, you make hard-to-machine features. Deep pockets or sharp corners can block the tool or need special setups. This slows down work and can cause mistakes. You should match your corner radii to common tool sizes. This makes machining smoother and means you do not need custom tools.
Tip: Always ask your cnc shop about tool access before you finish your design.
OVERLOOKING COST AND LEAD TIME IMPACTS
Every design choice changes how much your part costs and how long it takes. Tight tolerances or sharp corners wear out tools and may need extra steps. Deep pockets also need special tools and more time. These mistakes make your parts cost more and take longer to finish.
Here is a table that shows how common mistakes affect cnc machining and cost:
Mistake | Impact on Machinability | Impact on Cost |
|---|---|---|
Overly tight tolerances | Tools wear out faster | Machining costs go up |
Sharp internal corners | Surface quality gets worse | Need extra steps to finish |
Deep pockets | Tools work harder, finish is rougher | Need special tools |
You can avoid these problems by following cnc machining best practices. Good design choices make manufacturing easier, cost less, and give you better parts.
QUICK-REFERENCE CNC CORNER RADIUS CHECKLIST
DESIGN CHECKLIST FOR INTERNAL CORNERS
Look at every inside corner in your design to check the radius size.
Use a radius that is at least 130% of your tool’s radius.
Make all internal radii the same to make machining easier.
The radius should be at least one-third of the cavity depth.
Make sure your design helps chips come out easily during cutting.
Tip: Show your design to your cnc shop before finishing. This helps avoid costly changes later.
TOOL SELECTION CHECKLIST
Pick end mills that match the needed inside corner radius.
Choose tools with a diameter that are strong and stable.
Use tools that reduce the number of tool changes.
Check that the tool length fits the cavity depth.
Use common tool sizes whenever you can to speed up machining.
Tool Step | Why It Is Important |
|---|---|
Match tool to radius | Ensures accurate cuts |
Use strong tools | Stops tools from breaking |
Minimize changes | Saves time during manufacturing |
COST OPTIMIZATION CHECKLIST
Make inside radii bigger when you can to cut down machining time.
Use the same radius for all features that are not critical.
Avoid very small radii unless you really need them.
Pick standard tool sizes to lower costs.
Check your design for features that could slow down machining.
Note: Small changes in your design can save a lot of money in cnc manufacturing.
FAQ
WHAT IS THE SMALLEST INTERNAL CORNER RADIUS IN CNC MACHINING
The smallest inside corner radius in CNC depends on your tools. Usually, it is about half the size of your smallest end mill. For example, if your smallest tool is 0.060 inches wide, the smallest corner radius you can make is about 0.030 inches. Trying to make smaller radii needs tiny tools. This takes more time and can break the tools. Always ask your manufacturer or tool supplier for the best minimum radius for your project.
WHY CAN’T CNC MACHINES MAKE PERFECTLY SHARP CORNERS
CNC machines cannot make sharp corners because all cutting tools are round. The shape of end mills and other tools always leaves a small curve in the corners. Even with very precise machines, the smallest radius is about half the tool’s diameter. Sharp corners are only possible with special methods like EDM. This is because the shape of the cutting edge controls the final shape of the part.
WHAT IS THE 130 PERCENT CORNER RADIUS RULE
The 130 percent rule says your inside corner radius should be at least 1.3 times the radius of your milling tool. Using this rule helps the tool move smoothly around corners. It makes the surface finish better, the tool last longer, and speeds up machining. Following this rule makes designing parts easier and cheaper to produce with CNC.
HOW DOES CORNER RADIUS AFFECT MACHINING COST
A bigger corner radius usually lowers manufacturing costs. Larger radii let you use bigger, stronger tools that cut faster and last longer. They also mean fewer tool changes. Small radii need tiny tools, which take longer to cut and can break easily. Picking the right corner radius helps your CNC process save time and money.
WHEN SHOULD I USE A DOG BONE CORNER
Use a dog bone corner when parts need to fit together tightly. This shape helps parts line up correctly and reduces stress. It also makes machining easier because bigger tools can reach these corners better. Dog bone corners are good for fixtures, molds, or parts that need to fit together but can’t have sharp inside corners.
HOW DO I PICK THE RIGHT CORNER RADIUS FOR MY PART
Start by thinking about your tools and what the part needs to do. Use the 130 percent rule—set your corner radius at least 1.3 times your tool’s radius. For most CNC projects, a radius between 0.030 and 0.060 inches works well. Bigger radii make manufacturing easier and tools last longer. Smaller radii might be needed for special features. Always check with your CNC shop or tool supplier to find the best radius for your part.
When you pick the right internal corner radius, cnc machined parts get better. The tools do not wear out as fast or shake as much, so the finish looks nicer. Tools can move more smoothly, and the job takes less time. Bigger radii let you use better tools and save money on machining. For example, making the corner radii bigger in medical device housings made the work 40% faster and the surface smoother. Use the checklist and rules to pick the best radius. Check the FAQ if you need more help with cnc corner design.