LKprototype
LKprototype 
You achieve effective hole design for CNC machining by selecting the appropriate depth, diameter, tolerances, and process. Adhering to good rules helps prevent costly mistakes and enhances part quality. When you plan your hole design well, you reduce the need for corrections, ensuring your parts remain robust. The table below illustrates how each aspect of hole design for CNC machining affects costs and the performance of the part.
Aspect | Impact on Manufacturing Cost | Impact on Part Performance |
|---|---|---|
Correct Hole Selection | Lowers fixing costs | Makes parts safer and stronger |
Precision in Hole Design | Raises making costs | Helps parts work better |
Research and Planning | Cuts down mistakes | Makes sure rules are followed |
Key Takeaways
Think about your hole design before you start. Careful planning helps you avoid mistakes and makes parts better.
Try to use standard hole sizes and through-holes. This makes machining easier and you do not need special tools.
Keep the depth-to-diameter ratio small. Do not go over 4:1 for drilled holes. This stops tools from breaking and keeps holes accurate.
Pick the right tools for each job. Match drill types to the material and hole size. This makes work faster and lowers mistakes.
Show important tolerances clearly on your designs. This helps machinists know which parts need to be exact. It saves time and money.
WHAT IS CNC HOLE DESIGN? QUICK ANSWER FOR ENGINEERS
CNC MACHINING HOLE DESIGN DEFINITION
CNC hole design means planning where holes go in a part. You also decide how big and what shape the holes should be. You need to think about what kind of holes you want, like through-holes or blind holes. Each type changes how the part works and how hard it is to make. You also pick the best tools and ways to make the holes. Good hole design helps your parts stay strong and work well.
WHY HOLE DESIGN IMPACTS MANUFACTURABILITY AND COST
You can save money and time by following smart hole design tips. If you use standard hole sizes, you can use regular drill bits. This means you do not need special tools. Making holes as through-holes when you can is helpful. It stops problems like breakout and cuts down on extra work. If you pick odd sizes or tricky shapes, you might need boring. This makes the job take longer and cost more.
Evidence | Explanation |
|---|---|
Good hole design can save time and money | Smart hole design helps make parts faster and cheaper. |
Avoiding problems like breakout | Good choices stop issues that waste time and money. |
Using through-holes when needed | Simple changes can save money and make parts easier to make. |
If you use odd hole sizes, you may need special drill bits, which cost more.
Harder machining steps, like boring, are needed for odd sizes and this also costs more.
KEY DESIGN FACTORS IN CNC HOLE ENGINEERING
There are some important things to think about when you design holes for CNC. Load distribution is important because it spreads out stress. Alignment accuracy makes sure parts fit together right. Machining accessibility helps you make holes faster and easier.
Spread out load so one spot does not get too much stress.
Make sure holes line up so parts fit together.
Check if you can reach the holes easily for faster work.
Try not to use flat-bottomed blind holes because they take more time and money. Use standard sizes and keep holes shallow for better results. Make threaded features simple so they work better and tools do not break. If you know the types of holes and how to use them, you can make parts that are strong, cheap, and easy to build.
CNC HOLE DESIGN GUIDELINES FOR MACHINING
DEPTH-TO-DIAMETER RATIO GUIDELINES FOR CNC HOLES
You should watch the depth-to-diameter ratio when making holes. If the hole is less than four times wider than it is deep, it is easier to make. This also helps you get more accurate holes. Standard cnc drilling works well if the ratio is up to 5:1. Deeper holes need special tools or methods. You can avoid problems by following these rules:
Keep hole depth less than four times the diameter.
Use standard drilling for holes with a ratio up to 5:1.
Pick special methods for deeper holes.
BLIND HOLES VS THROUGH HOLES DESIGN RULES
You need to choose between blind holes and through holes. Through holes are easier to make and help chips leave the hole. Blind holes need more planning because chips can get stuck inside. They also need more careful work. Try to use through holes when you can. If you must use blind holes, do not use flat-bottomed designs. Flat bottoms cost more and take longer to make.
DRILL GEOMETRY AND TOOL LIMITATIONS
Drill geometry changes how good your holes are. If you drill into angled or curved surfaces, you might get uneven holes. Drill walking happens when the tool slips and makes the hole in the wrong spot. This causes mistakes. You can stop these problems by picking the right drill shape and avoiding tricky surfaces. Bad hole making can mess up your work and cause extra fixes.
Drill walking makes holes in the wrong place.
Drilling into odd shapes can chip edges and waste parts.
Mistakes mean you spend more time fixing things.
DESIGN FOR MANUFACTURABILITY CNC HOLE PRINCIPLES
You make parts easier to build by following simple rules. Use standard drill sizes and keep holes shallow. Do not use flat-bottomed blind holes unless you must. Leave gaps at least three times the smallest tool’s diameter for sharp features. Keep walls at least 0.8mm thick for metals and 1.5mm for plastics. These rules help you get better accuracy and stop tools from breaking.
Principle | Explanation |
|---|---|
Avoid Flat-Bottomed Blind Holes | Standard cnc drilling makes cone-shaped bottoms. Flat bottoms need extra work and cost more. |
Optimize Hole Design for Machining Efficiency | Use standard drill sizes and keep holes shallow. Show important features clearly. |
Tip: You get better parts if you plan your hole design early and follow these rules.
CNC HOLE DIAMETER GUIDELINES AND TOOL LIMITS
STANDARD CNC DRILL BIT SIZE LIMITATIONS
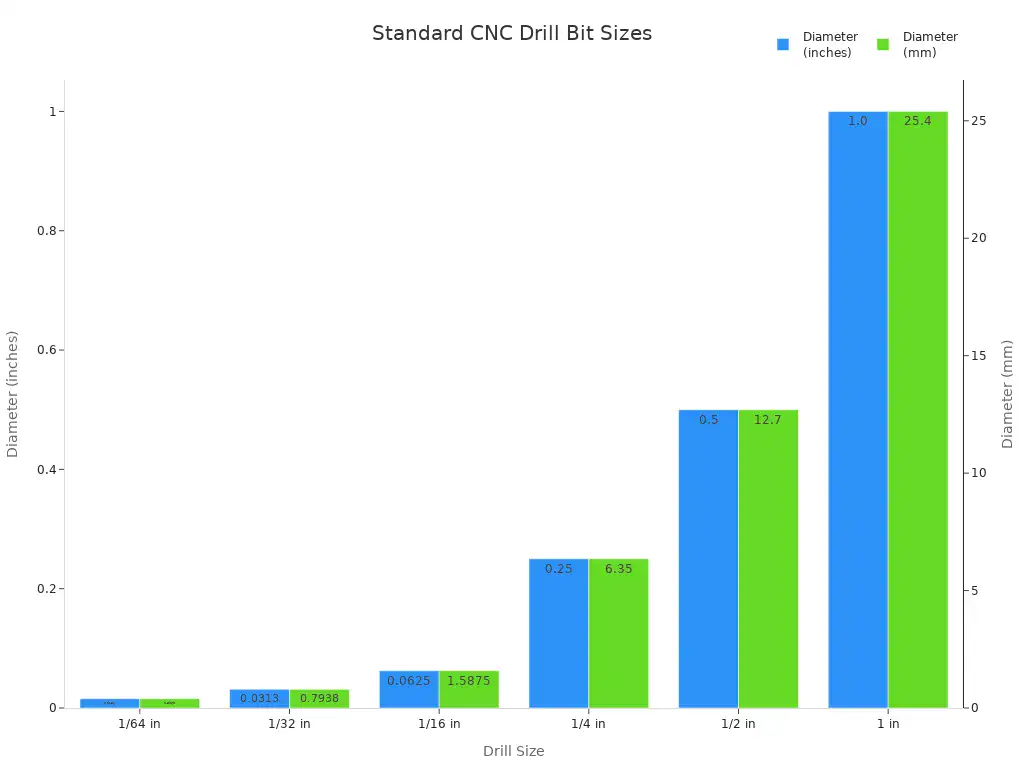
You need to know the limits of drill bit diameter when you plan hole design for cnc machining. Most cnc machines use standard drill bits. These bits come in many sizes, but not every size works for every material. The table below shows common drill sizes you will find in most shops:
Drill Size | Diameter (in) | Diameter (mm) |
|---|---|---|
1/64 in | 0.0156 | 0.3969 |
1/32 in | 0.0313 | 0.7938 |
1/16 in | 0.0625 | 1.5875 |
1/4 in | 0.2500 | 6.3500 |
1/2 in | 0.5000 | 12.7000 |
1 in | 1.0000 | 25.4000 |
You can also see the range of standard drill bit diameters in this chart:
MINIMUM AND MAXIMUM HOLE DIAMETER RECOMMENDATIONS
You should follow some basic rules for minimum and maximum hole diameter. For metals, keep holes above 0.8 mm. For plastics, use at least 1.5 mm. Most drilling starts at 2.5 mm. You can make holes as small as 0.5 mm in metal and 1.0 mm in plastic, but these sizes are harder to machine. Try to keep hole diameters above 1 mm for best results. The ideal range for most cnc work is within 2.5 mm and up.
Minimum for metals: 0.8 mm
Minimum for plastics: 1.5 mm
Feasible for metals: 0.5 mm
Feasible for plastics: 1.0 mm
Standard practice: 2.5 mm and up
HOLE SIZE SELECTION BASED ON TOOL ACCESS
You must match the tool to the hole size and geometry. The diameter of the tool sets the finished hole size. Drill point angles, like 118° or 135°, also matter. These angles change based on the material. The shape of the cavity and the bottom radius affect which tool you pick. Standard drill bits work best for precision holes under 20 mm. Remember, cnc tools are round. Sharp inside corners are hard to make. Adding fillets helps the tool move better and last longer.
Tool diameter sets finished hole size
Drill point angle depends on material
Fillets improve tool path and reduce wear
PRECISION REQUIREMENTS FOR SMALL DIAMETER HOLES
You need high accuracy for small holes. The location of each hole matters as much as the size. If holes are not in the right place, parts will not fit together. Always check alignment when you design precision holes. Good alignment makes strong joints and smooth assembly.
Tip: Always double-check your hole locations before sending your design to the cnc shop. Small errors can cause big problems in assembly.
CNC MACHINING TOLERANCES FOR HOLE DESIGN
STANDARD CNC HOLE TOLERANCE RANGES
You need to know about cnc machining tolerances when planning holes. Most shops use a basic tolerance of ±0.1 mm for metals. If you need more accuracy, you can use ±0.025 mm. For less important features, ISO 2768 is often used. Always show which dimensions are most important. Geometric dimensioning and tolerancing helps you show where holes go and how much they can move.
HOW TO SPECIFY CNC HOLE TOLERANCES CORRECTLY
You can use these tips to make your drawings easy to read:
Use geometric dimensioning and tolerancing for hole size and location.
Start with normal tolerances and only make them tighter if needed.
Use limit tolerances that are simple to understand.
Connect important needs to a good datum scheme.
Mark the most important dimensions for precision holes.
Tip: Clear tolerances help machinists avoid errors and make better parts.
IMPACT OF TOLERANCES ON COST AND SURFACE QUALITY
Tighter tolerances make machining cost more money. You pay extra for better accuracy. Surface roughness is also important. If you want a smoother finish, you need more control. The table below shows how tolerances change cost and quality:
Tolerance Level | Quality Impact | |
|---|---|---|
Standard | Lower | Acceptable |
Tight | 2-5x higher | Increased risk of defects |
Tighter | 3-5x higher | Significant quality management |
You should think about how much accuracy you really need. Very tight tolerances can cause more mistakes and cost more.
HIGH PRECISION HOLE MACHINING REQUIREMENTS
You get high precision in hole machining by following these steps:
Do not use flat-bottomed blind holes to save time and money.
Use standard sizes and keep holes shallow for easier work.
Make threaded features simple to stop tools from breaking.
CNC drilling is fast for normal holes. CNC milling gives better control for important spots. Reaming makes holes more accurate and smoother after drilling. Machine ability, tool wear, material, and worker skill all change tolerances. Keeping machines in good shape and setting them up right helps you keep parts precise and quality high.
DRILL VS BORE IN CNC MACHINING: KEY DIFFERENCES

DRILLING VS BORING PROCESS COMPARISON
Drilling makes holes fast but not very exact. Boring makes holes smoother and more accurate. Drilling starts the hole, but boring finishes it to the right size. The table below shows how drilling and boring are different:
Feature | Drilling | Boring |
|---|---|---|
Precision | Generally less precise, with tolerances around 0.2 mm | Highly precise, can correct location issues |
Tool Adjustment | Fixed size, cannot change diameter | Adjustable, allows for a range of diameters |
Application | Initial hole creation, often requires finishing | Finalizing holes to exact specifications |
WHEN TO USE DRILLING IN CNC MACHINING
Use cnc drilling when you need a hole quickly and do not need it very exact. Drilling tools work best for simple holes and shapes. Twist drills are good for most jobs. Center drills and spot drills help start holes in the right place. High-speed steel drills are good for soft materials. Cobalt or carbide drills are better for hard metals.
Tip: Use a spot drill first to keep your drill from slipping and to make straight holes.
WHEN BORING IS REQUIRED FOR PRECISION HOLES
Boring is needed when you want tight fits or smooth surfaces. Boring is important for bearing seats and hydraulic parts. It is also needed when you want holes in the right spot. If you skip boring, parts may not fit, wear out fast, or break sooner.
Tight fits and sealing surfaces need boring.
High positional accuracy needs boring.
Rotating and load-bearing parts work better with boring.
SELECTION CRITERIA FOR DRILL VS BORE OPERATIONS
You pick drilling or boring based on the material, tool, and how exact you need the hole. The table below shows what to think about:
Operation | Criteria | Details |
|---|---|---|
Drilling | Material compatibility | Use cobalt or carbide drills for harder metals; high-speed steel drills suit softer materials. |
Point angle | A 118° point angle works well for general-purpose drilling, while 135° is better for harder materials or thin-walled parts. | |
Coolant delivery | Choose drills with through-coolant capability to reduce heat and improve tool life. | |
Drill type | Twist drills are standard, but center drills and spot drills help start holes cleanly and prevent wandering. | |
Boring | Tool type | Adjustable boring heads allow fine diameter control; fixed boring bars offer stability for repeatability. |
Insert selection | Use inserts designed for boring with appropriate grades and coatings to handle the material. | |
Tool rigidity | Ensure the tool and holder provide minimal deflection for tight tolerances. | |
Machine compatibility | Confirm the boring tool fits within the machine’s clearance and spindle capabilities. |
Note: You get the best results when you pick the right operation for your material and how exact you need the hole.
HOLE DEPTH GUIDELINES IN CNC MACHINING

MAXIMUM SAFE HOLE DEPTH RATIOS
You need to know how deep you can make holes without causing problems. Industry guidelines suggest safe ratios for different operations. For drilled holes, you can reach up to 10 times the hole's diameter. Milling pockets should stay within 6 times the width. If you use an end mill for non-standard holes, keep the maximum depth at 4 times the diameter. Sometimes, you can go deeper, but you must use special methods.
Operation Type | Maximum Depth-to-Width Ratio |
|---|---|
Drilled Holes | 10 times the hole's diameter |
Milling | 6 times the width of the pocket |
Tip: Staying within these ratios helps you avoid tool breakage and keeps your parts strong.
DEEP HOLE DRILLING CHALLENGES
When you drill deep holes, you face several challenges. Chips pack inside the hole, making cutting harder. Friction builds up, which heats the tool and can damage it. Packed chips may wedge the drill, causing spikes in force and possible breakage. You must control tool runout, especially as the tool gets longer. Longer drills can walk across the surface, leading to crooked holes and broken tools.
Tool runout control is crucial for deep holes.
Drill walking can cause mistakes and tool damage.
Chip evacuation becomes harder as depth increases.
COOLING AND CHIP EVACUATION FACTORS
Cooling and chip removal are important for deep hole machining. High-pressure coolant systems help manage chips and keep the tool cool. Standard flood coolant does not work well for holes deeper than a 3:1 ratio. High-pressure coolant, at 1000 PSI or more, breaks chips and flushes them out. This improves tool life and keeps the cutting zone cool.
High-pressure coolant systems are essential for deep holes.
Standard coolant is not enough for deep drilling.
Coolant flow rates change based on material:
Aluminum: 800-1200 PSI, 3-5 GPM
Steel: 1000-1500 PSI, 4-6 GPM
Stainless steel: 1200-2000 PSI, 5-8 GPM
STRUCTURAL LIMITS OF DEEP HOLES
You must consider the structural limits when designing deep holes. Deep holes can weaken the part and make it less stable. If you go beyond safe ratios, the walls may bend or crack. You should avoid thin walls around deep holes. Keeping the hole depth within recommended limits helps your parts stay strong and reliable.
Note: Always check the part’s strength before making deep holes. Deep holes can affect how your part performs under load.
COMMON CNC HOLE DESIGN MISTAKES AND HOW TO AVOID THEM
OVER-CONSTRAINED TOLERANCES
Some people think every hole must be very exact. This can make the job harder and cost more money. It is better to use tight tolerances only where they matter. Only make holes more exact if they help fit, alignment, or sealing. Leave other holes with normal tolerances. You can stop over-constraining by following these ideas:
Make the hole bigger if you can.
Make the pin smaller so it fits easier.
Use slots for extra locators instead of round holes.
Do not use closed-loop or "diamond" patterns for pins.
Note: Main locating pins should touch the part before fasteners. Use the 3-2-1 rule for best results.
Fastener Type | Best Application | Design Consideration |
|---|---|---|
Round holes | Main reference points | Use for main position |
Short slots | Extra locations | Allow 0.5-2mm movement |
Long slots | Less important fasteners | Handle bigger changes |
UNREALISTIC DEPTH-TO-DIAMETER RATIOS
If you make holes too deep for their width, tools can break. Deep and skinny holes are hard to make and can weaken your part. Always check the depth and diameter ratio. Try to keep the depth less than four times the diameter for normal drilling. For deeper holes, use special tools or change your design to avoid trouble.
POOR TOOL SELECTION FOR HOLE DESIGN
Picking the wrong tool can cause bad holes and waste time. Match the tool to the material and hole size. Use twist drills for most holes. Use carbide or cobalt drills for hard metals. Avoid features that need extra cutting, like tiny raised letters or tall thin walls. These features take longer and cost more.
FAILURE TO CONSIDER MACHINING COST IMPACT
Not thinking about cost is a common mistake in hole design. Features like perfect square corners or small inside pockets take more time to make. Bigger corner radii and standard hole sizes help save time and money. Always ask if a feature is really needed. Keeping your design simple saves money and makes parts easier to build.
Tip: Check your design for extra features before sending it to the shop. This step helps you avoid mistakes and delays.
BEST PRACTICES FOR CNC HOLE DESIGN OPTIMIZATION
DESIGN FOR MANUFACTURABILITY (DFM) STRATEGIES
You can make parts easier to build by using smart design steps. Pick the same hole sizes for your whole part. This helps you use fewer tools and saves money. Try not to use blind holes if a through-hole works. Through-holes are easier to make and let chips leave the hole. Always use standard drill sizes under 20mm to keep things simple.
OPTIMIZING HOLE SIZE FOR COST AND PRECISION
When you plan hole sizes, think about cost and accuracy. Use standard sizes whenever you can. Keep hole depth less than four times the diameter for end-milled holes. For drilled holes, keep depth less than ten times the diameter. This makes your work faster and stops tools from wearing out. Mark which holes need tight tolerances on your drawings. This helps machinists know which holes are most important.
Pick the same hole sizes for faster work.
Use standard drill sizes to save time.
Keep holes shallow for better results.
Mark important holes on your drawings.
IMPROVING TOOL LIFE THROUGH BETTER DESIGN
You can help tools last longer by making smart choices. Use cutting fluids when drilling to stop friction and heat. This helps chips leave the hole and keeps tools sharp. Choose spindle speeds and feed rates that fit your material’s hardness. These steps stop tools from wearing out and make holes better.
Tip: Using coolant and the right speeds helps tools last longer and makes cleaner holes.
ENGINEERING RECOMMENDATIONS FOR PRODUCTION
For production, always use the right tolerances. Do not make holes tighter than needed. This keeps costs low and makes parts good. Stick to standard hole sizes and depths. Make sure you mark all important features in your drawings. These steps help you get strong parts and smooth production for any cnc job.
QUICK REFERENCE TABLE: CNC HOLE DESIGN PARAMETERS
DEPTH VS DIAMETER RECOMMENDATIONS
You should always check the depth-to-diameter ratio before you design a hole. This ratio helps you avoid tool breakage and weak parts. Use the table below to guide your choices:
Hole Type | Recommended Max Depth-to-Diameter Ratio |
|---|---|
Drilled Holes | 10:1 |
End-Milled Holes | 4:1 |
Bored Holes | 6:1 |
Tip: If you keep your holes within these ratios, you make your parts stronger and easier to machine.
TOOL LIMITATIONS AND STANDARD SIZES
You need to pick the right tool for each hole. Standard drill bits come in set sizes. Using these sizes saves you time and money. Check the table for common drill bit sizes:
Drill Size (in) | Drill Size (mm) |
|---|---|
1/16 | 1.59 |
1/8 | 3.18 |
1/4 | 6.35 |
3/8 | 9.53 |
1/2 | 12.70 |
Use standard sizes for most holes.
Avoid custom sizes unless you need them for a special reason.
TOLERANCE VS COST TRADEOFF TABLE
Tighter tolerances make your parts more accurate, but they also raise costs. You should only use tight tolerances where they matter most. The table below shows how tolerance affects cost:
Tolerance (mm) | Use Case | |
|---|---|---|
±0.1 | Low | General holes |
±0.05 | Medium | Alignment features |
±0.01 | High | Precision fits |
Note: You can lower your costs by using standard tolerances for most features in your cnc projects.
FAQ
WHAT IS CNC HOLE DESIGN IN MACHINING
You plan holes in a part when you use cnc machining. You decide where each hole goes, how big it should be, and how deep it needs to reach. You choose the right tools for each hole. You make sure the holes help your part stay strong and fit together with other parts. You follow rules so your holes are easy to make and do not cost too much.
Tip: Always check your design before sending it to the shop. This step helps you avoid mistakes and saves money.
WHAT IS THE BEST DEPTH-TO-DIAMETER RATIO
You get the best results when you keep the depth-to-diameter ratio low. For drilled holes, you should stay under ten times the diameter. For milled holes, you should keep the depth under four times the diameter. These ratios help you avoid tool breakage and weak parts. You make your parts stronger and easier to machine when you follow these guidelines.
Hole Type | Best Ratio |
|---|---|
Drilled Hole | 10:1 |
Milled Hole | 4:1 |
WHEN SHOULD I USE DRILLING VS BORING
You use drilling when you want to make a hole quickly and do not need high accuracy. Drilling works well for simple holes. You use boring when you need a smooth surface or a tight fit. Boring helps you fix the size and location of a hole. You choose boring for parts that need to fit together very closely.
Note: Start with drilling, then use boring if you need more precision.
HOW DO TOLERANCES AFFECT CNC HOLE COST
Tolerances set how exact your hole must be. Tight tolerances make your part more accurate, but they also raise the cost. You pay more for parts with very tight tolerances because they take longer to make and need special tools. You should use tight tolerances only for holes that need to fit or seal. For other holes, standard tolerances work well and cost less.
Tight tolerances = higher cost
Standard tolerances = lower cost
Tip: Mark only the most important holes for tight tolerances. This step helps you save money and keeps your parts easy to build.
You can make your cnc hole design better by thinking about depth, diameter, tolerances, and picking the right process. Make a checklist to help you check your choices before you start making parts. The table below shows how using smart tolerances and clear notes can help you spend less money and make parts easier:
Key Aspect | Impact on Cost and Manufacturability |
|---|---|
Avoid unnecessary tight tolerances | Helps you spend less on features that do not need to be exact. |
Use tolerance analysis tools | Makes production faster and helps you reach your goals. |
Apply GD&T thoughtfully | Shows what you want in your design and stops extra limits. |
Follow these rules to get better parts and save money. If you have questions, write them in the comments.