A silicone mold for medical devices helps you make products quickly. You use this method to build accurate prototypes and test new devices. Silicone is flexible and easy to shape. It shows small details well. Medical teams trust silicone because it is safe for people. Silicone molds give clear benefits: AdvantageDescriptionEnhanced DurabilitySilicone molds are strong and resist impacts. They help devices last longer and handle stress.Protection Against Environmental FactorsThey block moisture and chemicals. This keeps important parts safe.Cost EfficiencyThey cut down on labor and parts. This makes manufacturing easier and lowers costs.Compliance with Regulatory StandardsSilicone is safe for patients. This…
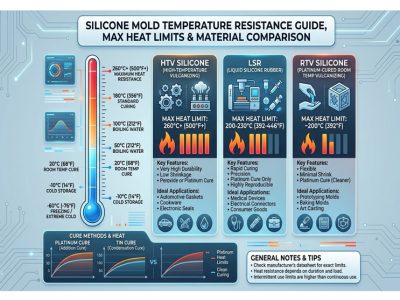
You want to know how hot silicone molds can get. Most silicone molds can handle heat from -60°C to 300°C, which translates to -76°F to 572°F. Premium silicone, known for its silicone mold temperature resistance, works safely at 250°C for extended periods, equivalent to 482°F, and can withstand short bursts up to 300°C. Silicone molds allow you to bake, cast, and create prototypes. You need strong silicone mold temperature resistance to prevent issues in high-heat applications. You can compare silicone with other mold materials, which helps you choose the safest option for your project. Key Takeaways Silicone molds can handle…

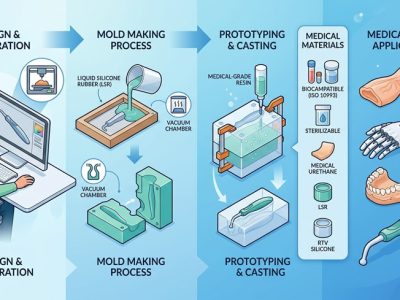
In the world of modern manufacturing, the silicone mold casting process has emerged as a powerhouse for creating high-quality prototypes. Also known as vacuum casting, silicone tooling casting bridges the gap between initial 3D printed models and full-scale injection molding. Whether you are looking for low-volume production runs or functional testing parts, understanding how this process works is essential for optimizing your product development cycle. The silicone mold casting process helps you make detailed copies of a master part. It uses a flexible silicone mold. You can use this process to make prototypes and finished products. Many industries use silicone…

Silicone molding for low volume production is a cost-effective manufacturing solution widely used for prototyping and small batch production. Compared to traditional injection molding, low volume silicone molding offers faster lead times, lower tooling costs, and greater flexibility for custom parts. You can pick silicone molding for low volume production. It is good when you want cheaper ways to make prototypes or custom parts. Silicone molding lets you change things easily and get quick results. You may use methods like compression molding, vacuum casting, or injection molding. These ways are great for making small batches and short runs. Silicone molding…

Silicone mold material helps you make and copy objects easily. Silicone is used in mold making because it shows small details and stays bendy. The main types are: Liquid Silicone Rubber (LSR) High Consistency Rubber (HCR) Room Temperature Vulcanizing (RTV) Silicone Each type has its own good points. Silicone costs less, works fast, and lets you change designs more than other molds. AdvantageExplanationCostSilicone molds need less money to start and cost less than injection molds.SpeedSilicone molds are made fast, sometimes in just a few days, so you can test ideas quickly.Design FlexibilitySilicone molds show tiny details, fit tricky shapes, and…

If you want to make a mold that shows every detail, you just need to pour RTV silicone over your original piece. Then let it cure. This material is flexible and strong. It stays tough even after many uses. Look at how RTV silicone compares to other materials: FeatureRTV SiliconeOther MaterialsFlexibilitySuperior elasticityLimited flexibilityDurabilityWithstands many usesWears out quicklyShrinkageLess than 0.1%Higher shrinkage People use RTV silicone mold making for car parts and crafts. You can try it with almost any casting material. Key Takeaways RTV silicone molds bend easily and last a long time. They are great for showing small details in…

You use silicone mold making to make prototypes that look like your designs. Silicone molds are very flexible and show small details better than most other ways. When you compare how accurate they are, you see their size stays the same. This is clear in the table below: Prototyping Method Dimensional Stability Surface Roughness Durability in Repeated Casting Cycles SLA Low 1–5 µm Medium SLS High 1–3 µm High FDM Medium 10–25 µm Low You get the best results if you pick the right materials. You need to follow each step in the process. You should use methods that work…

When you look at vacuum casting vs urethane casting, along with silicone molding, you have to make choices. These choices can change how fast you finish your product. Picking the right casting process can help you go from design to part faster. Mold design, material prep, and post-processing all change your schedule: FactorImpact on TimelineMold Design and CreationHard molds take more time to make and design.Material Selection and PreparationThe kind of metal and how you get it ready can change the timeline.Casting MethodEach casting method, including vacuum casting vs urethane casting, takes a different amount of time.Curing and Cooling TimeBigger…
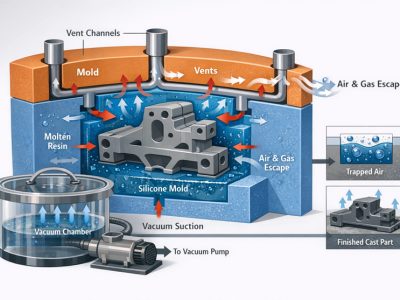
You can stop air bubbles and air traps in vacuum casting gate design by using simple steps that make mold setup and airflow better. These steps are: Mix the materials well so air does not get trapped. Use enough vacuuming to remove all the air. Make the mold with good gate placement and venting. Keep the casting temperature steady for smooth resin flow. If you follow these methods, you will have fewer air problems and get better results. For expert help, visit vacuum casting service. Key Takeaways Mix resin slowly and evenly. This helps stop air bubbles from forming when…

When comparing cnc machining vs casting vs 3d printing, you'll find that cnc machining offers the best material strength and superior mechanical properties for most projects. The method you choose for manufacturing can significantly impact the performance and reliability of your part. As you examine cnc machining, casting, and 3d printing, you'll notice substantial differences in precision, cost, and speed. The table below illustrates how each method serves different needs: Manufacturing MethodBest Use CaseKey BenefitsCNC MachiningMedium to high volumesPrecision, tight tolerances, strong materials3D PrintingLow volumes, prototypesFast turnaround, complex shapes Key Takeaways CNC machining gives the most strength and accuracy. It…
Want to convert your CAD design into a sample prototype or small-batch production? Upload your files and get a fast and accurate quote.