LKprototype
LKprototype 
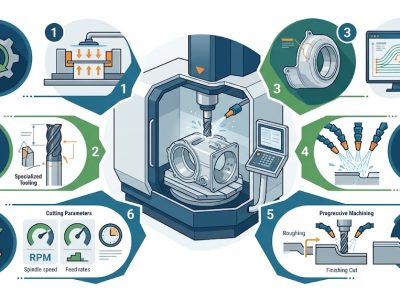
You use CNC machining fixtures to keep parts still when you machine them. These fixtures help you line up parts right and keep them safe. If you pick the right fixture, your parts will not move or get measured wrong. A good fixture design makes the surface smoother and saves time. The 3-2-1 Locating Principle, datum picking, and clamping rules help you get better results. See how fixture accuracy changes CNC machining:
Impact Area | Description |
|---|---|
Part Offset Drift | Small mistakes in holding the part can make it move, which hurts how exact the machining is. |
Probe Errors | Bad fixtures can make the probe give wrong numbers, so you get bad measurements and changes. |
Surface Finish Quality | If the fixture is not good, the surface can look rough, which makes the final product worse. |
Production Line Downtime | If the fixture is not steady, machines stop more often, which costs more money. |
Dimensional Consistency | This is very important in car and airplane making, where every part must be the same for good quality. |
Key Takeaways
CNC machining fixtures keep parts still. This helps make cuts more accurate. It also lowers the chance of mistakes during machining.
Picking the right fixture type, like modular or dedicated fixtures, can save time. It can also help make more parts faster.
Knowing the 3-2-1 locating principle helps keep parts in place. This makes it easier to get the same results every time. It also helps make parts more precise.
Using strong materials for fixtures stops them from bending. This keeps the cuts accurate and makes better parts.
Adding smart fixtures with sensors can help watch the process. This helps find problems early, before they cost too much.
CNC Machining Fixtures Overview
What Are CNC Machining Fixtures
CNC machining fixtures hold parts still when you use a CNC machine. These tools help you keep your workpiece in the right place. They are not the same as other workholding devices. CNC machining fixtures are made just for CNC machines. The table below shows how they are different:
Characteristic | CNC Machining Fixtures | General Workholding Devices |
|---|---|---|
Design | Made for cnc machining processes | Used for many jobs |
Integration | Fits with cnc machines easily | May not fit cnc machines |
Precision and Repeatability | May not give high accuracy | |
Clamping Mechanisms | Uses advanced clamping for stability | Uses basic clamping |
Adaptability | Works for many machining jobs | Not very adaptable |
Workflow Efficiency | Makes work faster with less manual setup | May not save time |
Material Durability | Made from strong materials like steel or aluminum | Material can change |
There are different kinds of machining fixtures in factories. Some common ones are modular fixtures, dedicated fixtures, hydraulic fixtures, and pneumatic fixtures. Each type does something special. Modular fixtures let you change setups fast. Dedicated fixtures are best for making one part over and over.
Purpose in CNC Machining
CNC fixtures stop parts from moving when you cut or drill them. This helps you get the right size and shape every time. Fixtures also save time because you can set up many parts at once. Here are some ways fixtures help you:
CNC fixtures keep parts steady, so you get good results.
You can set up many parts at the same time, which saves time.
Fixtures make sure your workpiece is in the right spot, so you make fewer mistakes.
Here are the main types of fixtures you see in factories:
Fixture Type | Characteristics and Applications |
|---|---|
Modular Fixtures | Flexible for different parts, quick to adjust for new designs |
Dedicated Fixtures | Very precise and fast for one part, used in car making |
Hydraulic Fixtures | Strong grip for big parts, used in airplane making |
Pneumatic Fixtures | Fast grip for automated work, used in electronics for speed |
You also use turning fixtures, milling fixtures, and boring fixtures for different jobs. Turning fixtures go on chucks for turning. Milling fixtures hold parts on tables for milling. Boring fixtures keep parts still for boring bars.
When you use the right fixture, your parts turn out better and you work faster. You also spend less money and waste less material. Jigs and fixtures are both important, but fixtures are for holding parts steady while you use a machine.
Workholding Methods in CNC Machining
When you use machining fixtures, you must pick the best workholding method. Each method helps keep parts steady and safe. Good workholding makes parts line up right and improves cnc machining accuracy. Here is a quick look at the main workholding methods and what they do:
Workholding Method | Description | Typical Applications |
|---|---|---|
Mechanical Clamping | Uses tools like vises and clamps to hold parts. | Works for many sizes and shapes. |
Magnetic Workholding | Uses magnets to hold ferrous materials. | Used in surface grinding jobs. |
Vacuum Workholding | Uses suction to hold non-ferrous materials. | Used in milling and grinding jobs. |
Hydraulic Clamping | Uses fluid pressure for even clamping. | Works for many different jobs. |
Pneumatic Clamping | Uses air pressure for clamping. | Works for many jobs. |
Custom Fixturing | Makes fixtures for tricky shapes. | Needed for odd-shaped parts. |
Mechanical Clamping
Mechanical clamping uses vises, clamps, and fixture plates. This method works for many shapes and sizes. Mechanical clamping holds parts tight. You can use it with modular fixtures or dedicated fixtures. When you clamp a part, you want it not to move. This keeps parts still during machining. Mechanical clamping also lets you make parts the same every time. It helps your jigs and fixtures last longer.
Machine vises are best for prismatic parts.
Soft jaws hold odd shapes without hurting them.
Step clamps are good for big plates or single jobs.
Vacuum Workholding
Vacuum workholding uses suction to hold parts. You use this for thin or flat materials in cnc milling. Vacuum chucks help you set up parts fast. This method lowers the chance of hurting your workpiece. You need a tight seal for the vacuum to work well. Vacuum workholding is best for non-ferrous materials. If your part is small or has little surface, the vacuum may not hold it tight.
Tip: Vacuum workholding is great for thin parts. Always check for leaks to keep your fixture safe.
Magnetic Workholding
Magnetic workholding uses magnets to hold ferrous parts. You use this for surface grinding and light finishing cuts. Magnetic fixtures let you place and remove parts fast. This method works best for flat plates and thick parts. Magnetic workholding keeps parts flat and steady. This helps you get a smooth finish. Only use this method with ferromagnetic materials.
Pneumatic and Hydraulic Fixtures
Pneumatic and hydraulic fixtures use air or fluid to clamp parts. Pneumatic fixtures use air for quick clamping. Hydraulic fixtures use fluid for strong and even pressure. These systems save time during setup. They keep every part clamped the same way. You see these fixtures in automated production lines. They help keep machining fixtures stable, even during fast cnc machining.
Note: Pneumatic and hydraulic fixtures make things safer and more precise. They make sure every part is held with the same force.
When you pick the right workholding method, your jigs and fixtures are safer and more accurate. Good fixture design helps you get better results every time you make parts.
Types of Machining Fixtures

Standard CNC Fixtures
Standard CNC fixtures are used in many shops. These machining fixtures are already made and fit many parts. You can use them for different jobs with little setup. Standard cnc fixtures cost less than custom ones. They are good for making a small number of parts. They give you an easy way to hold parts. You do not need to change them much, so you save setup time.
Modular Fixtures
Modular fixtures let you change designs easily. You build these machining fixtures from parts that fit together. This helps you switch setups fast when you get a new part. Modular fixtures keep your parts lined up, even if the design changes. You can use them for small batches or testing new ideas. They cost more at first, but you save time when you need to change things.
Feature | Benefit |
|---|---|
Flexibility | Easy to use for different parts and small jobs. |
Quick Adjustments | Lets you change setups fast for new designs. |
Modular fixtures use parts you can swap.
You can change setups for different shapes and sizes.
These machining fixtures are good for small or medium jobs.
Custom Fixtures
Custom fixtures help you with hard workholding jobs. You start by making a clear plan for the fixture. You need to be ready to fix problems if they come up. You want to hold the part tight but not bend it. Simple fixtures make your work faster and better. Custom fixtures help you with tricky shapes and special needs.
Begin with a good design.
Plan time to fix any issues.
Hold parts tight but gently.
Make the fixture simple to use.
Combination Fixtures
Combination fixtures help you do many jobs at once. You can use these machining fixtures for different steps without changing setups. They adjust fast for new jobs. This makes your work faster and smoother. You save time and make fewer mistakes when you use combination fixtures.
Specialty Fixtures (Vises, Soft Jaws, Vacuum Systems)
Specialty fixtures include vises, soft jaws, and vacuum systems. Vises clamp many shapes and keep parts still. Soft jaws hold odd or delicate parts without damage. Vacuum systems work best for thin or flat parts. They hold parts without bending them. These machining fixtures help you keep parts steady and make them more accurate. The right fixture can also make the surface smoother, save setup time, and help your tools last longer.
Vises and soft jaws hold many shapes and odd parts.
Vacuum fixtures give even pressure for big, thin parts.
You need to pick the right machining fixtures for your job. Good jigs and fixtures make your work faster, safer, and more exact. You can make your cnc machining fixtures better by choosing the best type for your needs.
Fixture Design Principles
3-2-1 Locating Principle
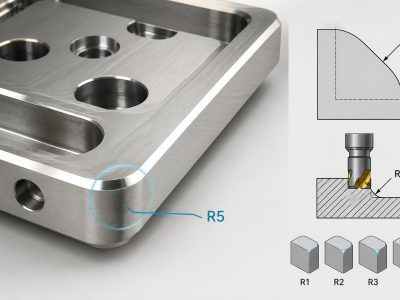
The 3-2-1 locating principle helps you keep your workpiece still. It stops the part from moving in six different ways. You block movement along three straight lines and three spins. You put three points on the main side, two on the next side, and one on the last side. This way, you always put your part in the same spot.
Step | Description |
|---|---|
1 | Three points stop movement on the main plane. |
2 | Two points stop movement on the second plane. |
3 | One point stops movement on the third plane. |
The 3-2-1 principle stops:
3 straight movements (X, Y, Z axes)
3 spins (around X, Y, Z axes)
You lock the part so it does not move when you machine it.
This idea is very important in cnc machining. It helps you get parts that are always the same. You make fewer mistakes and your parts turn out better.
Datum Selection
Datum selection means picking the best surfaces to hold your part. You need to choose the right spots to keep your part steady. If you use the right datum, your part lines up the same way every time. You match the holding spots to the main datums. This stops your part from moving or getting out of place. You use the main, second, and third datums to hold your fixture. Do not use weak or rough surfaces. This keeps your part from being off.
Best Practice | Explanation |
|---|---|
Use correct datum scheme | Makes sure holding spots match datums so parts do not move or get out of place. |
Anchor fixtures to datums | Keeps your parts the same size and shape every time. |
Avoid unstable surfaces | Stops mistakes when you pick where to hold your part. |
You make your cnc machining more exact and steady. Good datum picking helps you design better fixtures and get the right size.
Repeatability
Repeatability means your fixture gives the same results every time. You check repeatability by using a zero-point plate, putting on a test fixture, and using a dial tool. You clamp, unclamp, and put the fixture back many times. You write down the numbers and see how much they change. For good results, the numbers should not change much.
Put the zero-point plate on the machine.
Put on the test fixture and clamp it tight.
Set the dial tool to zero on two spots.
Write down the first number.
Unclamp, lift, and put the fixture back.
Write down the new number.
Do this at least 20 times.
Check the difference. For top results, it should be less than 0.004 mm.
You make repeatability better by doing these steps. Your fixtures work well and your parts stay the same. This is very important in cnc machining.
Avoiding Over-Constraint
You should not use too many locks in your fixture. Too many locks can hurt your part and make it unsafe. Extra force can make your part the wrong size or shape. You only block the right amount of movement. You keep your part steady but let it move a little if needed.
Too many locks can make your part bad and unsafe.
It can change the size or shape during machining.
Only block what you need to.
You keep your tools safe and make your work better. Your fixtures work well and stay correct.
Clamping Rules
Clamping rules help you stop your part from bending. You use support in many places for thin parts. You put clamps on the strongest sides. You match clamp force to the part and how hard you cut. You use soft jaws and vacuum or magnetic clamps to keep the part safe. You do a light test cut first to check for shaking.
Clamping Rule | Description |
|---|---|
Distributed Support | Thin or bendy parts need support in many places to stop bending. |
Positioning | Put clamps on the strongest sides for best hold. |
Clamping Force | Match clamp force to the part and how hard you cut. |
Soft Jaws | Use soft jaws, support, and vacuum/magnetic clamps to keep the part safe. |
Light Test Cut | Do a light test cut first to check for shaking. |
You follow these rules to keep your parts safe. You make your machining more exact and your fixture design better.
Tip: Always check where you put clamps and how hard they press before you start. This stops mistakes and keeps your parts safe.
Material Selection
Picking the right material makes your fixture strong and accurate. If you use weak materials, your fixture can bend when you machine. This makes your part the wrong size. You pick strong materials like hard steel or aluminum. These do not bend and keep your fixture steady.
For cnc fixtures, you need strong and stiff materials. Aluminum, steel, and stainless steel are best. Big fixtures may need extra bars to stop twisting. You keep your part steady and your fixture working well.
You make your fixture last longer with the right material. You design better fixtures and keep your parts the right size.
Accessibility for Tooling
Accessibility for tooling means making it easy to reach your part. You put fixture parts where you can get to them. You make clamping fast and simple. You use plastic or other soft materials for parts that wear out fast. Tooling plates with holes help you put parts in the right spot. Dowel pins help you put parts in the same place every time and save setup time.
Put fixture parts where you can reach them.
Make sure your fixture is steady and works well.
Make clamping fast and easy.
Use tooling plates and dowel pins for quick setup.
You think about how to clamp and reach your part when you design. You set up clear datums to make repeatability better and save time. Your fixtures work faster and better.
Minimizing Interference
Minimizing interference keeps your tools from hitting the fixture. You set datums and block movement to keep the part steady. You stop the part from lifting or sliding when you cut. You stop shaking to make your part smooth.
Key Element | Description |
|---|---|
Part positioning | Set datums and block movement to keep the part steady. |
Force resistance | Stop the part from lifting or sliding when you cut. |
Vibration suppression | Stop shaking and small moves that can hurt your part. |
Modern CNC machines and CAM software can check for crashes. These tools show you the machining steps and warn you about problems. Good software checks the tool, part shape, and machine limits. You can see and fix problems before you start. You lower the chance of crashes and keep your work smooth.
Note: Always use crash checking tools when you design. This keeps your cnc machining fixtures safe and working well.
You use these design ideas to make your fixtures safe, exact, and fast. Your fixtures work well and your parts turn out the same every time. Good fixture design is very important in cnc machining.
Advanced CNC Fixture Solutions
Quick-Change Fixtures
Quick-change fixtures help you set up CNC machines faster. You can switch parts quickly, so you do not wait long. Robots now do the setup work. Robotic arms put fixtures together in less than two minutes. This makes your shop more automatic and efficient. AI helps by making fixture layouts better. It cuts design time in half. AI also makes thin parts more stable by 15%. Smart fixtures have sensors that check force and vibration. You find problems early and lower defects by 10%.
Robots set up fixtures fast.
AI makes layouts and stability better.
Sensors help catch mistakes.
Tip: Quick-change fixtures help you finish jobs faster and make parts more accurate.
Smart Fixtures with Sensors
Smart fixtures use sensors to watch your machining. Force sensors check how tight you clamp parts. This keeps parts safe from damage. Position sensors check if parts are in the right spot. You can fix mistakes right away. Temperature sensors watch heat during welding. They keep you safe. Vibration sensors tell you if something shakes too much. Strain gauges show if your fixture bends, so you know when it wears out.
Force sensors keep parts safe.
Position sensors stop misalignment.
Temperature sensors watch heat.
Vibration sensors find shaking.
Strain gauges warn about bending.
Sensors help you get better results. Real-time feedback lets you fix issues before they cost money. You keep quality high and stay within tight limits.
Additive Manufacturing in Fixture Design
Additive manufacturing changes how you make CNC fixtures. You can make fixtures faster and cheaper. Complex shapes are easy to build. Fixtures are lighter and easier to use. You need fewer skilled workers and less manual work. The table below shows how additive manufacturing is different from traditional ways:
Aspect | Traditional Manufacturing | Additive Manufacturing |
|---|---|---|
Production Speed | Takes weeks to finish | Runs all day and night, much faster |
Cost | Needs lots of labor and machine costs | Costs less, needs less manual work |
Design Complexity | Only simple shapes | Can make complex shapes |
Ergonomics | Fixtures are bulky | Fixtures are lighter and easier to handle |
Resource Utilization | Needs skilled operators | Uses resources more efficiently |
Note: Additive manufacturing lets you make fixtures that fit your needs and improve your workflow.
You make CNC machining better by picking the right fixture. Smart design ideas help you get good results. The 3-2-1 locating principle helps stop mistakes. Careful datum selection keeps parts lined up right. Here are some ways good fixture choices help:
Benefit | Explanation |
|---|---|
Improve Tolerance | Precision keeps parts inside tight limits. |
Secure Clamping | Strong hold makes parts safer and better. |
Stability and Rigidity | Steady fixtures give smoother finishes and longer tool life. |
Look for new trends like AI designs and IoT monitoring. Use both standard and custom fixtures to work faster and make parts more accurate.
FAQ
What is the main purpose of a CNC machining fixture?
You use a CNC machining fixture to hold your workpiece steady. This helps you get accurate cuts and repeatable results. Fixtures also keep your parts safe during machining.
How do you choose the right fixture for your part?
You look at your part’s shape, size, and material. You also think about how many parts you need to make. The right fixture matches your job and keeps your part secure.
Can you use one fixture for different parts?
You can use modular fixtures for different parts. These fixtures let you change setups quickly. You save time and money when you use them for small batches or prototypes.
Why is the 3-2-1 locating principle important?
The 3-2-1 locating principle helps you stop your part from moving in any direction. You use it to get the same setup every time. This makes your machining more accurate.