LKprototype
LKprototype 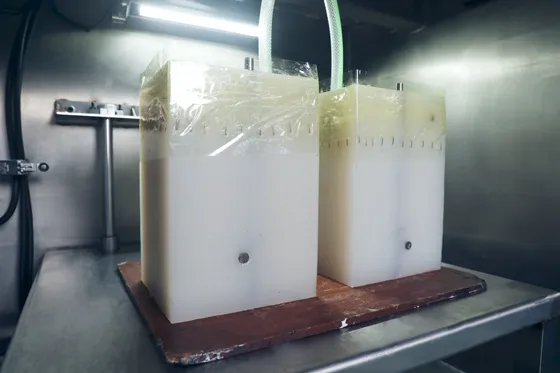
You should expect about 0.15% shrinkage with Vacuum Casting Material. This is common with polyurethane resins and elastomers. If you do not think about shrinkage, your parts may not fit. They might also not work as you want. Plan for shrinkage before you start making parts. This helps you get accurate results. Polyurethane resins and elastomers are popular. They have shrinkage rates you can predict.
Key Factor | Impact on Dimensional Accuracy and Fit |
|---|---|
Shrinkage during curing | Part size changes; it depends on the resin type. |
Geometry of the part | Thicker parts shrink more and may bend. |
Temperature control | Careful curing keeps sizes correct. |
Key Takeaways
Vacuum casting materials shrink about 0.15%. Plan for this so your parts fit right.
Keep the wall thickness the same in your mold design. This helps stop warping and keeps shrinkage small.
Watch the curing temperature and pressure during casting. This helps keep the size steady and makes parts more accurate.
Additives and fillers can make the material better. They help lower shrinkage and make parts stronger.
Always check finished parts with your design. This helps you find shrinkage problems and fix them next time.
Vacuum Casting Material Shrinkage
What Is Shrinkage?
Parts made with vacuum casting material can get smaller after curing. This size change is called shrinkage. When you use vacuum casting, the material cools and becomes solid. As it cools, the material takes up less space. Sometimes, empty spots called voids show up inside the part. This happens if there is not enough liquid material to fill the mold as it cools. Thicker parts or molds that do not fill well can have more shrinkage and voids.
Shrinkage happens because the material gets smaller as it cools.
Voids can form if the liquid does not fill every space when it hardens.
You should watch for shrinkage porosity, especially in big or tricky parts.
| Material Type | Typical Shrinkage Rate | Dimensional Behavior | Notes |
|---|---|---|---|
| Epoxy Resin | 0.10% – 0.50% | Very stable, minimal warpage | Best for high-accuracy master models |
| Standard PU Resin | 0.20% – 1.50% | Moderate, depends on cure speed | Most commonly used for functional prototypes |
| High-Temperature PU | 0.20% – 0.60% | Good stability under heat | Used for engineering validation |
| Glass-Filled PU | 0.15% – 0.30% | Low shrinkage, reduced flex | Fillers significantly reduce shrinkage variation |
| Flexible PU (Rubber-like) | 0.50% – 1.20% | Higher deformation | Not recommended for tight-tolerance parts |
Vacuum casting material usually shrinks about 0.15%. This number helps you guess how much your part will change in size. The shrinkage rate can be different based on the resin you use. For example:
Epoxy resins shrink between 0.1% and 0.5%. Their structure makes them more steady.
Polyurethane resins shrink from 0.2% to 1.5%. The chemical mix, like the polyol and isocyanate, changes this rate.
You also need to think about the environment. Humidity and temperature during curing can change how much the material shrinks. The table below shows how these things can affect your results:
Aspect | Details |
|---|---|
Cure Shrinkage | Size changes during curing, can cause bending or stress inside. |
Temperature-Controlled Tooling | Heated or cooled molds, using zones to control temperature. |
Staged Curing Cycles | Slowly raising and holding temperature, helps cure certain resins. |
In-situ Cure Monitoring | Using sensors to check curing and adjust settings right away. |
Tip: You can control shrinkage by keeping the curing temperature steady and picking a good mold design.
| Part Size | Shrinkage Rate | Expected Dimensional Change |
|---|---|---|
| 30 mm small part | 0.15% | 0.045 mm – often within tolerance |
| 300 mm long part | 0.15% | 0.45 mm – may exceed design tolerance |
| 500 mm large enclosure | 0.20% | 1.0 mm or more – compensation required |
Even a small shrinkage rate like 0.15% can change your part’s size. If you make a big part, the size loss is easier to see. It is harder to keep tight tolerances with large parts. You should change your master pattern size before you start. This helps you get the size you want at the end.
Bigger parts shrink more in total size.
It is harder to get tight tolerances with large parts.
You should plan your design to allow for shrinkage.
If you want your parts to fit and work well, always think about the shrinkage rate of your vacuum casting material. Many companies, like LKPrototype, can help you pick the right material and design for your project.
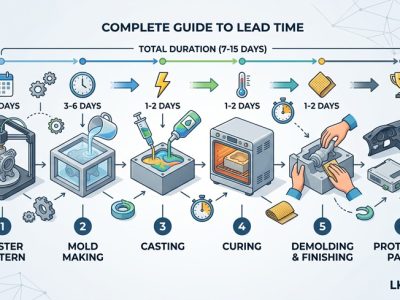
Vacuum Casting Process Factors
Process Overview
It is important to know each step in vacuum casting. First, you make a master pattern. This pattern helps you create a silicone mold. When you heat the mold, it can get smaller. The shrinkage can be from 1% to 4%. The final part size depends on mold shrinkage and resin curing. You pour resin into the mold using a vacuum. This removes air bubbles and fills all spaces. After curing, you take the part out of the mold. Every step changes the part’s size.
Silicone molds get smaller when heated.
Resin shrinks as it cures inside the mold.
Removing air bubbles stops empty spots.
Mold Design Influence
How you design the mold affects shrinkage a lot. You can change mold size to match resin shrinkage. If the shape is complex or walls are thick and thin, shrinkage may not be even. Try to keep wall thickness the same everywhere. Packing pressure and cooling time are important too. If shrinkage is more than 0.15%, change the mold design. You can also adjust melt temperature, mold surface temperature, and packing pressure.
Change mold size for resin shrinkage.
Keep wall thickness the same in the mold.
Fix mold design if shrinkage is too high.
Control melt and mold surface temperature.
Use enough packing pressure and cooling time.
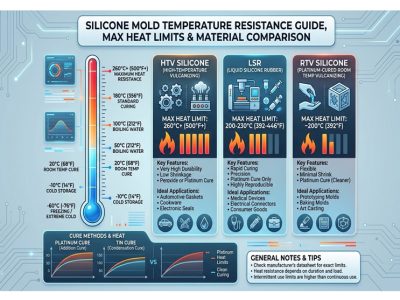
High-Temperature Limitations
Vacuum casting does not work well with high heat. The materials may not stand up to heat, so shrinkage gets worse. Shrinkage can go from 0.15% to 0.30%. This can make gaps in parts that need to fit together. Odd shapes and uneven walls make shrinkage worse. It is best to use vacuum casting for low or medium heat jobs. If you need help, LKPrototype can give advice.
Vacuum casting materials do not like high heat.
More heat means more shrinkage.
Odd shapes and uneven walls cause more shrinkage.
Use vacuum casting for jobs with less heat.
Shrinkage Prediction and Measurement
Estimating Shrinkage
You should guess how much shrinkage will happen before casting. This helps you avoid problems and get the right size part. Engineers use different ways to figure out shrinkage. Here are some common ways:
Method | Description |
|---|---|
Shrinkage Allowances | Change part size based on how much the material shrinks. For example, carbon steel shrinks 2.0%-2.5%. |
Riser Design | Put risers in the mold to help with shrinkage when the part cools. |
Use of Chills | Use special materials to cool the mold faster and control how the part hardens. |
Advanced Simulation Software | Use computer programs like MAGMASOFT and ProCAST to guess shrinkage and make better designs. |
You can use computer programs to test your design before making the mold. This helps you see if your part will shrink too much. If you need help, LKPrototype can give advice and tools for vacuum casting.
Measuring Shrinkage
After you make your part, you need to check how much it shrank. Use calipers or digital tools to measure the final size. Compare the finished part to your first design. If the part is much smaller, you may need to change your process. Write down the shrink rate for each material you use. This helps you plan better next time.
Tip: Measure a few parts from each batch. This helps you find patterns and avoid mistakes.
Adjusting CAD Models
You can change your CAD models to fix shrinkage. Many engineers make the part bigger in their CAD software. This means your mold will be larger, so the final part is the right size. You should:
Make the part bigger based on the shrink rate for your material.
Check your software to use the right shrinkage number.
Save your new model for later.
If you plan ahead and use these steps, your parts will fit and work well. You can ask LKPrototype for help with CAD changes and vacuum casting.
Vacuum Casting Design Tips
Wall Thickness Tips
You can improve your results by following these wall thickness tips. Thin walls may lead to warping or excessive shrinkage. For most casting resin projects, a minimum wall thickness of 0.040 in. (1 mm) works well. Small parts can have walls as thin as 0.020 in. (0.5 mm), but larger parts need thicker walls for strength. Consistent thickness helps you avoid deformation and keeps shrinkage low.
Minimum wall thickness for casting resin: 0.75 mm to 1.5 mm for small to medium parts.
Larger parts need thicker walls for stability.
Keep wall thickness even throughout your design.
Tip: Uniform wall thickness is one of the most important vacuum casting design tips for minimizing shrinkage.
Draft Angle Tips
Draft angles make it easier to remove parts from molds. When casting resin cools, it shrinks and may stick to the mold. Adding draft angles helps you release parts smoothly. You should include draft angles in your design tips for every vertical surface. This reduces the risk of damage and keeps your parts accurate.
Note: Draft angles are especially important for materials with higher shrinkage rates.
Ribs, Bosses, and Undercuts
You can use ribs and bosses to strengthen your parts. Ribs should be thinner than the main wall, usually no more than 60 percent of the wall thickness. Bosses need a minimum height and diameter of 1 mm, and their wall thickness should also stay below 60 percent of the nominal thickness. Avoid sharp corners and add fillets with a radius of at least 0.005 in. to reduce stress.
Ribs add strength and reduce warping.
Bosses should be sized for stability.
Avoid sharp corners; use fillets for better results.
Embossed Details Tips
Embossed details need careful planning. You should keep a minimum depth or height of 1 mm for features. Space letters at least 1 mm apart for clear results. Add draft angles to embossed areas to help with mold release. Avoid complex undercuts, as these can cause problems during demolding.
Tip: Simple embossed features make vacuum casting easier and more reliable.
If you want expert help with vacuum casting design tips or casting resin selection, LKPrototype offers professional support for your project.
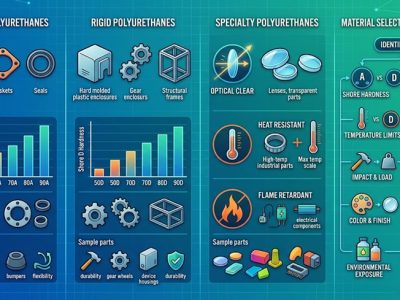
Material Selection Tips
Polyurethane Resins vs. Elastomers
You have to pick between polyurethane and elastomers. Polyurethane can be hard or soft. It works for many types of parts. Urethane is good for custom cast urethane parts. It can be strong, flexible, or stiff. Elastomers act like rubber. They bend easily and can take hits. Urethane vacuum casting lets you choose the best material for your job. You can use urethane casting resin for tough parts with a smooth look.
Urethane gives you lots of choices for different jobs.
Elastomers are bendy and feel soft.
Urethane vacuum casting helps you make custom cast urethane parts with the right features.
Additives and Fillers
You can make your material better by adding fillers or fibers. These things change how much the part shrinks and how close it is to the right size. Shrinkage rates are usually between 0.15 and 0.25%. Fillers help lower shrinkage more than pure polymers. You can control the final size better. Vacuum casting usually keeps size changes between 0.2 and 0.5%. Additives also make the material stronger and better.
Fillers help stop shrinkage and make parts more exact.
Fibers change how plastics act.
Additives help you get the best material for your part.
Tip: Try different additives to see which mix works best for your project.
Choosing for Dimensional Accuracy
You need to think about a few things when picking a material for urethane vacuum casting. You want the right features for your part. The table below shows what to look for:
Criteria | Description |
|---|---|
Environmental Resilience | Pick materials that can handle heat, oils, or solvents. Look for flame-retardant features for tough jobs. |
Mechanical Characteristics | Choose materials with the strength, bendiness, or toughness you need. |
Production Volumes | Use urethane vacuum casting for small or medium batches. Big batches may need other ways. |
Regulatory Compliance | Make sure your material follows safety rules, especially for food or medical parts. |
You should also think about price and how fast you need parts. Urethane vacuum casting uses soft silicone molds. This makes things cheaper and faster. You can make lots of parts quickly. Urethane gives you nice finishes and good details. If you need help picking materials, LKPrototype can give advice and support for your vacuum casting project.
Best Practices Checklist
Steps for Accurate Parts
You can make very accurate parts if you follow each step. These steps help you get good results with vacuum casting:
Make molds with exact measurements. Always think about shrinkage and mold bending.
Change mold cavity size to fix shrinkage and springback. This keeps your prototype parts the right size.
Control vacuum pressure when casting. Steady pressure gets rid of air bubbles and spreads material well.
Pick materials that shrink the same way every time. Test materials before you start making lots of parts.
Keep casting temperature and curing time the same. This stops big changes in part size.
Check and clean molds often. Look for damage to keep parts high quality.
Measure finished parts with calipers or laser scanners. Compare them to your design and change things if needed.
If you want to use the best design steps and not waste money, LKPrototype can help. Their team helps you pick materials, design molds, and check parts for accuracy.
Common Mistakes
You can stop many problems if you know what causes mistakes in vacuum casting. Watch out for these common errors:
Using bad equipment to make patterns. This makes parts less accurate.
Handling patterns roughly. Bent patterns make bad parts.
Not controlling drying and firing temperatures. This can make parts get bigger or smaller than you want.
Forgetting to use shrinkage allowances. Always figure out and use the right numbers for your material.
Skipping checks during the process. Not checking can mess up your results.
Not looking for open or closed shrinkage defects. These can make the surface look bad or cause holes.
Missing cracks and hot tears. Stress spots need extra care when the part gets hard.
Tip: Check parts often and control each step carefully to stop most casting mistakes.
You can count on LKPrototype to help you at every step and make sure your vacuum cast parts are accurate and strong.
You need to plan for shrinkage in vacuum casting to get parts that fit and work well. Good design and smart material choices help you meet tight size goals.
Use ribs and bosses with the right thickness and height to keep parts strong and reduce warping.
Pick materials with the right flexibility and strength for your needs.
Keep the checklist handy for every project. If you want expert help, LKPrototype offers support for vacuum casting and design.
FAQ
What is vacuum casting and how does it work?
Vacuum casting uses a vacuum to move liquid into a mold. First, you make a master pattern. The vacuum takes out air bubbles. The liquid fills all spaces in the mold. This way, you get accurate parts for testing and making products.
How do you account for shrinkage in vacuum casting design?
Change your design size before making the mold. Use the shrinkage rate you expect. This helps you get the right part size. Always look at the material data sheet. Planning ahead makes vacuum casting work well.
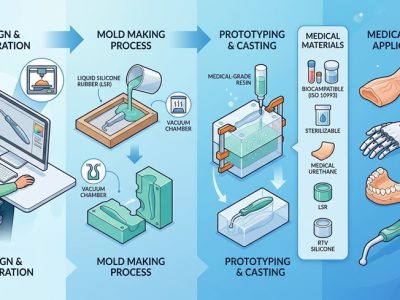
What are common vacuum casting applications?
Vacuum casting is used for testing, small batches, and custom parts. Many industries use casting for medical tools, car parts, and things people buy. Vacuum casting is quick and gives good details.
How does mold design affect vacuum casting results?
Mold design controls how exact your part is. You need walls that are the same thickness and draft angles. Good mold design stops warping and shrinkage. Always check your mold before casting. This helps you avoid problems and get strong parts.
Where can you get expert help for vacuum casting and design?
You can ask LKPrototype for help with vacuum casting. Their team helps with design, making molds, and giving advice. You get help for testing and making products. LKPrototype helps you finish vacuum casting projects the right way.