LKprototype
LKprototype 
You can enhance your CNC shop's efficiency by implementing smart CNC machining chip control and cooling strategies. Research indicates that chipbreakers, high-pressure coolant, and process modifications contribute to longer tool life. These techniques also ensure that machines operate effectively. The right CNC machining chip control strategies lead to smoother surfaces, reduced heat, and prevention of tool damage.
Strategy | Benefits |
|---|---|
Implement Chipbreakers | Extends tool life and prevents the formation of long, stringy chips. |
Use High-Pressure Coolant | Aids in CNC machining chip control and reduces heat, improving overall machining performance. |
Apply Process Changes | Saves costs by prolonging tool life and maintaining consistent machining operations. |
Key Takeaways
Use chipbreakers to help tools last longer and stop long chips.
Use high-pressure coolant to make chip control better and keep things cooler when machining.
Change the feed rate and spindle speed to get the best chip size and make machining better.
Why Chip Control & Cooling Matter in CNC Machining
Impact on Tool Life and Tool Wear
You can extend tool life and reduce tool wear by focusing on cnc machining chip control and cooling strategies. Studies show that cooling conditions account for almost half of the tool wear you see in machining. When you use methods like minimum quantity lubrication, you create a thin film that lowers friction and helps remove chips. This prevents chips from being cut again, which keeps your tools sharp for longer. On the other hand, dry machining leads to fast tool damage because it does not cool or lubricate the tool. You can also improve tool life by adjusting coolant flow and pressure. High-pressure coolant systems help break chips and keep the cutting area cool, which means your tools last longer.
Machining Quality, Surface Finish & Dimensional Precision
You want your parts to look good and fit perfectly. Good cnc machining chip control helps you achieve a smooth surface and accurate dimensions. Research shows that spindle speed and feed rate affect surface roughness, while the depth of cut is important for dimensional accuracy. If you manage chips well, you avoid scratches and dents on the part. This means you get a better finish and parts that meet your size requirements.
Key factors for quality:
Spindle speed impacts surface roughness.
Depth of cut affects dimensional accuracy.
Proper chip control prevents surface damage.
Risks of Poor Chip Evacuation and Heat Management
If you do not control chips and heat, you face many risks. Trapped chips can cause thermal damage, which wears out your tools quickly. Hot chips may stick to the tool or workpiece, leading to surface problems. Too many chips can even break your tool because of extra pressure. These problems make your machining process less reliable and increase costs. By focusing on chip control and cooling, you avoid these risks and keep your shop running smoothly.
CNC Machining Chip Control Strategies
Optimizing Feed Rate and Spindle Speed for Chip Control
You can make chip control better by changing feed rate and spindle speed. Use good tools that work well with your material. Make sure your coolant type and flow rate are right for the job. Keep chip load matched to your tool and material. Raise feed rate to break chips into small pieces, but do not go too high or you might hurt tool life. Always set speeds and feeds based on how hard your material is. Try out these settings during test runs and change them for best results.
Pick the right tool for your material.
Change coolant flow for each job.
Keep chip load correct.
Raise feed rate to break chips, but not too much.
Test and write down your settings.
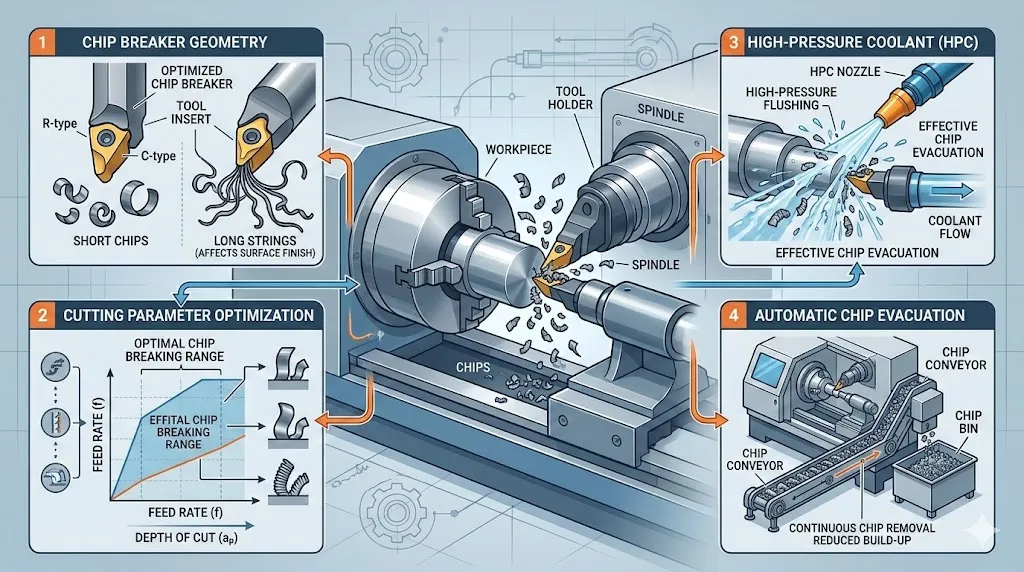
Chipbreaker Design and Tool Geometry
Chipbreakers and tool shape help a lot with making chips. The table below shows how they change chip control:
Description | Findings |
|---|---|
Chipbreaker impact | Chipbreakers make cutting harder but break chips and lower heat. |
Cutting speed | Faster speeds change chip shape; chipbreakers stop overheating. |
Chip behavior | Chipbreakers break chips, lower friction, and keep temperature down. |
Chip Evacuation CNC Techniques for Milling and Turning
You can use different ways to get chips out during milling and turning:
Technique | Description |
|---|---|
Variable Helix Angles | Cut down vibration and help chips move in fast jobs. |
Adaptive Tool Paths | Keep chip size the same and help chips leave the cutting spot. |
Through-Coolant Designs | Push chips out of deep holes and pockets so they do not clog. |
Tool Path Optimization to Improve Chip Flow
Making your tool path better helps chips move away from the cutting area. Use computer programs that change feed rates based on the path shape. This makes machining faster and gives a smoother surface. Smoother tool paths also cut down vibration, so chips leave more easily.
Material-Specific Chip Control (Aluminum, Stainless Steel, Titanium)
Different materials need their own chip control methods:
Keep chip load steady so the material does not get harder.
Do not let the tool stop to keep heat from building up.
Use climb milling for a better finish and longer tool life.
Try trochoidal milling to get chips out well.
Check tool wear often to keep parts good.
Tip: If you want more info about chip control or need expert help, visit our CNC machined parts service page.
Cutting Temperature Control in CNC Machining
How Cutting Heat Affects Tool Wear and Surface Quality
Cutting heat can quickly wear down your tools. High temperatures at the cutting edge make your tool dull faster. When your tool wears out, you lose accuracy in your parts. You may also see rough or uneven surfaces. Good cooling and lubrication help you keep the surface smooth and your tool sharp. If you ignore heat, you risk poor part quality and more tool changes.
- High temperatures increase tool wear.
Worn tools lower part accuracy.
Poor surface finish comes from tool wear and heat.
Reducing Cutting Temperature Through Speed and Feed Optimization
You can control cutting temperature by adjusting speed and feed. Lowering spindle speed reduces heat. Raising the feed rate helps chips carry heat away from the cutting area. Using coolant the right way also keeps things cool and helps with chip removal. If you reduce how much of the tool touches the material, you let the tool cool off between cuts.
Tip: Always match your cutting parameters to the material you are machining for the best results.
Thermal Expansion and Dimensional Accuracy
Heat does not just affect your tool. It also changes the size of your workpiece. Temperature changes can cause your part to grow or shrink. Up to 75% of errors in part size come from thermal effects. Aluminum parts are especially sensitive because they expand more than other metals. You need to watch for these changes and adjust your process to keep parts within tolerance.
Dry Machining vs Wet Machining Considerations
Dry machining does not use coolant. It works well for some plastics and saves on coolant costs. However, it can cause tools to wear out faster and may lead to poor surface finish if you do not control heat and chips. Wet machining uses coolant to cool and lubricate. This method helps your tools last longer and gives you a better finish, but it costs more and needs careful waste handling. For most metals, wet machining is the safer choice for cnc machining chip control and temperature management.
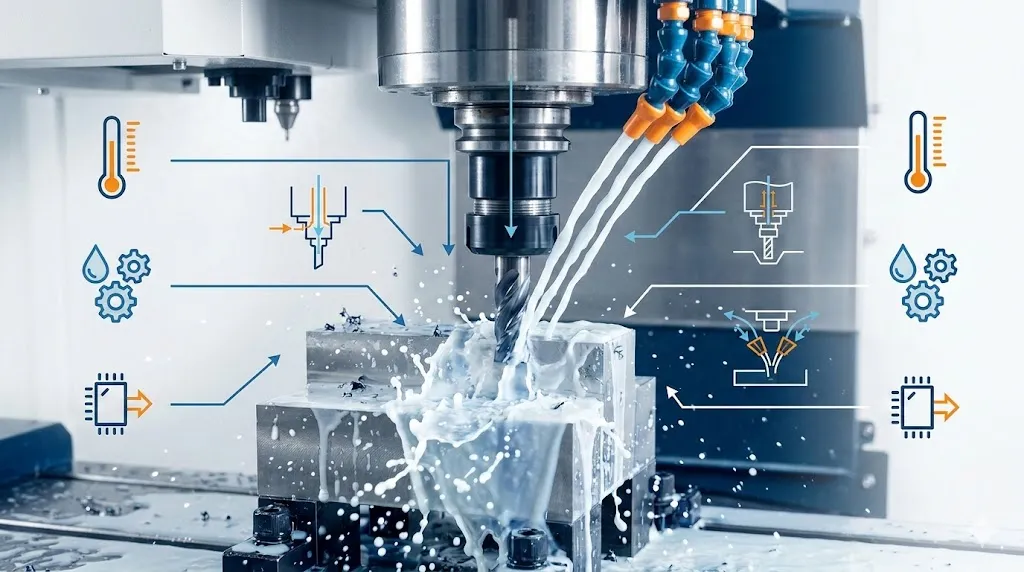
CNC Coolant Strategies for Effective Cooling
Coolant Types and Their Applications
You must pick the right coolant for your CNC machine. Each coolant works best for certain jobs. The table below shows common coolant types and their uses:
Coolant Type | Composition | Most Common Applications | Common Industries |
|---|---|---|---|
Soluble (Water-Based) | Oil-in-water with extra chemicals | Used for light and heavy cutting | Automotive, aerospace |
Synthetic (Water-Based) | Rust blockers and synthetic oils | Good for fast cutting and hard metals | Aerospace machining |
Semi-Synthetic | Synthetic fluid mixed with mineral oil | Used for milling, turning, drilling | Metal fabrication, automotive |
Straight (Neat) | Organic oils, biodegradable | Used for tough jobs and thread cutting | Automotive, precision engineering |
High-Pressure Coolant Systems vs Flood Coolant
High-pressure coolant systems push coolant at 1000 psi or more. This gives better cooling and removes chips well. The coolant goes straight to the cutting spot. You can use faster spindle speeds and cut more material. Flood coolant covers the area but may not reach the cutting edge. High-pressure systems keep tools cool and help them last longer.
Minimum Quantity Lubrication (MQL)
MQL uses a tiny bit of lubricant at the cutting point. You use up to 90% less lubricant than flood cooling. MQL helps tools last longer and makes surfaces smoother. You need to deliver it exactly where needed. It may not cool enough for fast jobs or plastics. MQL is better for the environment because it uses oils that break down.
Advanced Cooling Methods (Cryogenic Cooling)
Cryogenic cooling uses liquid nitrogen to make cutting cooler. You can get longer tool life and smoother surfaces. Sometimes, you can work over 20% faster. Cryogenic cooling lowers tool wear more than regular coolants.
Avoiding Thermal Shock and Tool Damage
You can stop thermal shock by using the right tool coatings. Change cutting speeds to help. Use enough coolant to take away heat. Plan tool paths to avoid sudden temperature changes. Preheat the material if needed. Always match your coolant system to your machine and job.
Tip: Good cnc machining chip control needs the right cooling plan. Pick your coolant and delivery method based on your material and machining job.
Integrating Chip Control and Cooling Strategies
Balancing Chip Evacuation and Temperature Control
It is important to clear chips and control heat in CNC machining. High-pressure coolant systems push chips away before they pile up. These systems send coolant through the tool or special nozzles. This removes chips and takes heat away from the cutting spot. Tools with chipbreakers break long chips into small pieces. Small chips are easier to clear and help keep things cool. If your machine uses through-tool coolant, you can push chips out of deep holes. This keeps your workpiece cool and stops tool damage.
Optimizing Process Stability in High-Speed Machining
You can make high-speed machining more stable by using smart methods and technology. The table below lists some strategies and their benefits:
Strategy | Benefits |
|---|---|
Advanced Machining Techniques | Faster cycle times, less heat, longer tool life |
Multi-Axis Machining | Less setup time, better precision |
Effective Cooling and Lubrication | Prevents tool wear, keeps machining accurate, improves surface finish |
Real-Time Monitoring | Detects problems early, reduces waste, optimizes throughput |
Sensors and digital tools help you find problems before they cause defects. Good cooling and lubrication keep tools sharp and parts accurate.
Reducing Tool Wear and Increasing Productivity
You can lower tool wear and make more parts by controlling force and heat. The table below shows how different factors change your results:
Factor | Impact on Productivity |
|---|---|
Increased Cutting Force | May cause tool failure and lower accuracy |
Increased Cutting Temperature | Can lead to tool breakage and less efficiency |
Decreased Accuracy | Causes more scrap and rework |
Decreased Tool Life | Raises costs and slows down production |
Poor Surface Finish | Leads to more rework and lower quality |
Economics of Cutting Operations | Higher tool wear means less profit and more downtime |
When you use cnc machining chip control with good cooling, your tools last longer and your shop works better.
Practical Tips & Common Mistakes in CNC Chip Control
Best Practices for Chip Control
You can make chip control better by checking a few things. Look at your chip shape. Chips shaped like Cs or 9s are good. If chips are long and tangled, you need to change something. Listen to your machine for strange noises. Weird sounds can mean chip problems. Change feed rate and cutting speed to get the right chip size. Use better tools when you can. Replaceable carbide tips and strong toolholders help a lot. High-pressure coolant clears chips fast. Plan tool paths so chips do not pile up.
Tip: Set your spindle to reverse before changing tools. This helps clear chips and keeps your tools safe.
Cooling System Maintenance
Keep your cooling system clean so it works well. Clean the coolant sump often to get rid of chip sludge. Check impellers for damage to keep flow strong. Use bag filters for light chips and cyclone separators for tiny particles. Magnetic filters are good for steel parts. Mix coolant with RO or DI water to stop minerals from building up. Aerate your coolant to cut down bacteria and keep it fresh.
Common Mistakes to Avoid
Many shops make mistakes over and over. They do not program or plan toolpaths the right way. They skip quality checks and use wrong speeds or feeds. Always simulate toolpaths, check parts while making them, and keep tools neat.
Signs Your Chip Evacuation System Is Failing
Indicator Type | Symptoms | Causes |
|---|---|---|
Chip Blockage in the Chip Flute | Tools wear out faster, finish is bad | Wrong tool, bad settings |
Chip Accumulation in Workpiece Cavity | Cuts are uneven, part gets too hot | Weak chip removal, poor airflow |
Low Chip Removal Efficiency | Heat builds up, work slows down | Weak vacuum, wrong tools |
Coolant and Chip Management | Machine overheats, chips pile up | Low coolant flow, bad coolant quality |
If you see these signs, check your cnc machining chip control plan right away.
FAQ
What is the best way to improve chip evacuation in CNC machining?
You can improve chip evacuation by using the right tool geometry and chipbreakers. High-pressure coolant helps push chips away from the cutting area. You should also adjust your feed rate and spindle speed to break chips into smaller pieces. Clean your machine often to prevent chip buildup.
How do coolant strategies affect cutting temperature control?
Coolant strategies help you control heat during machining. Flood coolant covers the cutting area and keeps it cool. High-pressure coolant reaches deep spots and removes heat fast. Minimum quantity lubrication uses less fluid but still lowers temperature. Good coolant use protects your tools and improves part quality.
When should I use high-pressure coolant?
You should use high-pressure coolant when you cut tough materials like stainless steel or titanium. It works well for deep holes and hard-to-reach places. High-pressure coolant also helps with cnc machining chip control by breaking chips and cooling the tool.
Can dry machining reduce chip control problems?
Dry machining can work for some materials, like certain plastics or cast iron. It saves money on coolant. You must watch for heat buildup and tool wear. Dry machining may not control chips as well as wet methods, so check your chips often.
How does chip control impact machining precision?
Chip control keeps chips away from the cutting edge. This helps you get a smooth surface and accurate size. Poor chip control can cause scratches or errors in your parts. Good chip control means better precision and less rework.
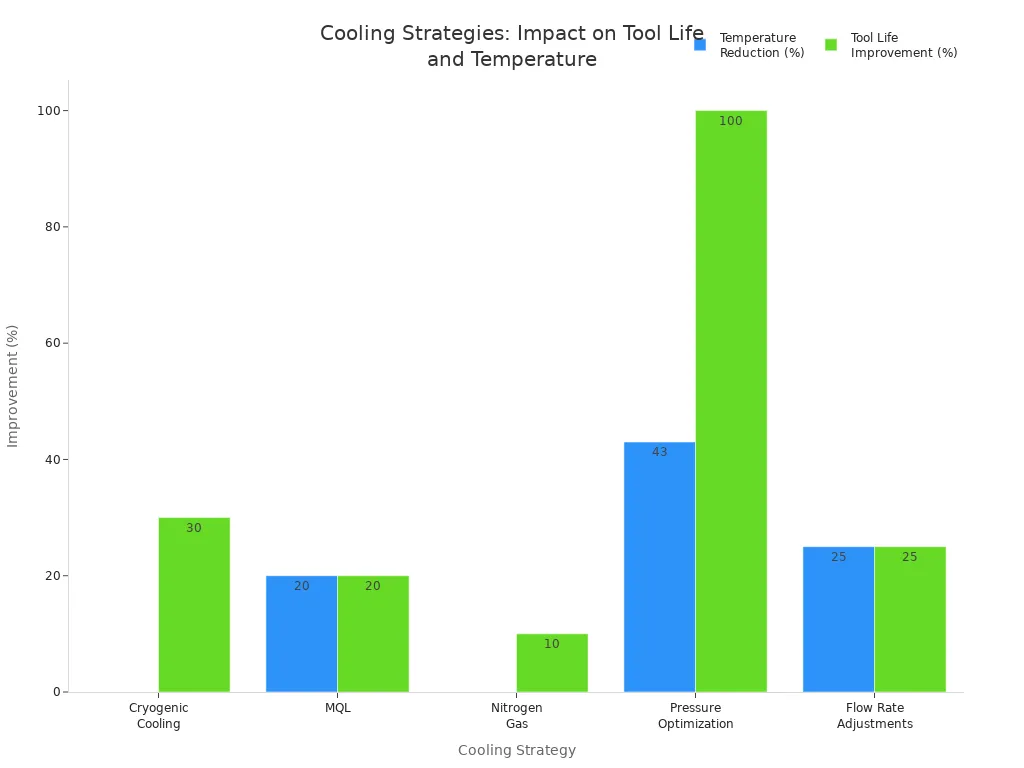
You can make tools last longer and keep them cool with smart cooling and chip control. The table shows how each method helps your work. Keep checking your process and try new technology. Stay away from common mistakes for the best results.
Cooling Strategy | Key Findings | Impact on Tool Life and Temperature Management |
|---|---|---|
Cryogenic Cooling | Changing flow rate changes tool wear. | Tools last longer and wear less in titanium milling. |
Minimum Quantity Lubrication | Pulsating MQL lowers temperature by 20 percent. | Tools last longer when making gears. |
Nitrogen Gas | Better flow helps chips break apart. | Less oxidation and smoother surfaces. |
Pressure Optimization | 6 bar pressure drops peak temperature by 300°C. | Tool life doubles and surfaces are better in crankshaft jobs. |
Flow Rate Adjustments | The right flow cuts flank wear by 25 percent. | Smooth finishes and tools last longer. |