LKprototype
LKprototype 
You can figure out and fix springback in sheet metal bending by using an easy formula and changing your bend angle. The main formula is:
Δα = σy × t / (E × R) × K
σy: Material yield strength
t: Sheet thickness
E: Young’s modulus
R: Inner bend radius
K: Process coefficient
Springback means the metal wants to go back to its old shape after you bend it. This can change how exact your bends are and might make parts not fit right. Springback amounts are different for each material:
Material Type | Estimated Springback | Notes |
|---|---|---|
Carbon Steel | 0.5° – 1.5° | Tight tolerances, easy to guess |
Aluminum (Soft) | 1.5° – 3.0° | Needs normal overbending |
Aluminum (Hard) | 3.0° – 5.0° | Needs bigger bend radii |
Stainless Steel | 2.0° – 5.0° | Needs more force, strong overbending |
High-Strength Steel | 5.0° – 10.0°+ | Changes a lot with different materials |
Key Takeaways
Learn about springback. It happens when metal bends and then tries to go back to its old shape. This can change how your parts turn out.
Use the springback formula. You can find the springback angle with Δα = (σy × t) / (E × R) × K. This helps you plan your bends better.
Pick the right materials. Different metals bend back in different ways. High-strength steel bends back more than mild steel.
Change your bending methods. You can use overbending, bottoming, or coining. These help you control springback and make parts more accurate.
Test before making lots of parts. Always try bending a sample first. This shows how much springback happens. You can fix problems before making many pieces.
WHAT IS SPRINGBACK IN SHEET METAL BENDING?
DEFINITION AND MEANING OF SPRINGBACK
Springback in sheet metal bending happens when you bend a metal sheet and then see it move back slightly toward its original shape after you remove the force. This effect means the final angle or curve is not exactly what you made during bending. You might notice that the part does not hold the exact shape you wanted. Springback is a normal part of working with metal, and you will see it in almost every bending job.
WHY SPRINGBACK OCCURS IN METAL FORMING
You see springback in sheet metal bending because of how the metal reacts inside. When you bend a sheet, the inside of the bend gets squeezed, and the outside gets stretched. The metal’s molecules pack closer together on the inside and spread out on the outside. After you take away the bending force, the stretched side pulls back harder than the squeezed side. This makes the metal try to return to its flat shape. Here are the main reasons for springback:
The material tries to return to its original shape after bending.
The inside of the bend faces compressive forces, while the outside faces tensile forces.
The imbalance between these forces causes the metal to spring back.
The amount of springback depends on things like material strength, thickness, and the type of bending you use.
WHY SPRINGBACK MATTERS FOR DIMENSIONAL ACCURACY
Springback in sheet metal bending affects how accurate your finished parts are. If you do not plan for springback, your parts may not fit together or meet size requirements. You might see angles that are too wide or too narrow. This can lead to problems during assembly and may cause you to scrap parts. You need to compensate for springback to make sure your parts stay within the right tolerances. Tooling adjustments and careful planning help you get the correct final shape. Springback is a common issue, so learning how to predict and control it is important for every sheet metal project.
FACTORS AFFECTING SPRINGBACK IN SHEET METAL BENDING
MATERIAL PROPERTIES AND ELASTIC RECOVERY
You need to know that the type of metal you use changes how much springback you get. Some materials want to return to their original shape more than others. Here are the main properties that affect springback:
Higher yield strength means more springback.
Thicker sheets usually show less springback.
A larger inner bend radius keeps more metal in its elastic range, which can reduce springback.
If you use aluminum instead of high-strength steel, you can reduce springback by over half. When you increase sheet thickness from 0.8 mm to 4.5 mm, you can see a reduction in springback by up to 20%.
SHEET THICKNESS AND BEND RADIUS
Sheet thickness and bend radius play a big role in how much your part springs back. Thicker sheets resist bending and show less springback. A larger bend radius increases springback. You can see this in the table below:
Sheet Thickness (mm) | Springback Reduction (%) |
|---|---|
0.8 | 16 |
4.5 | 20.35 |
Bend Radius (mm) | Springback (degrees) for 1 mm thick cold-rolled steel |
|---|---|
10 | 5 |
15 | 7 |
20 | 9 |
25 | 11 |
30 | 13 |
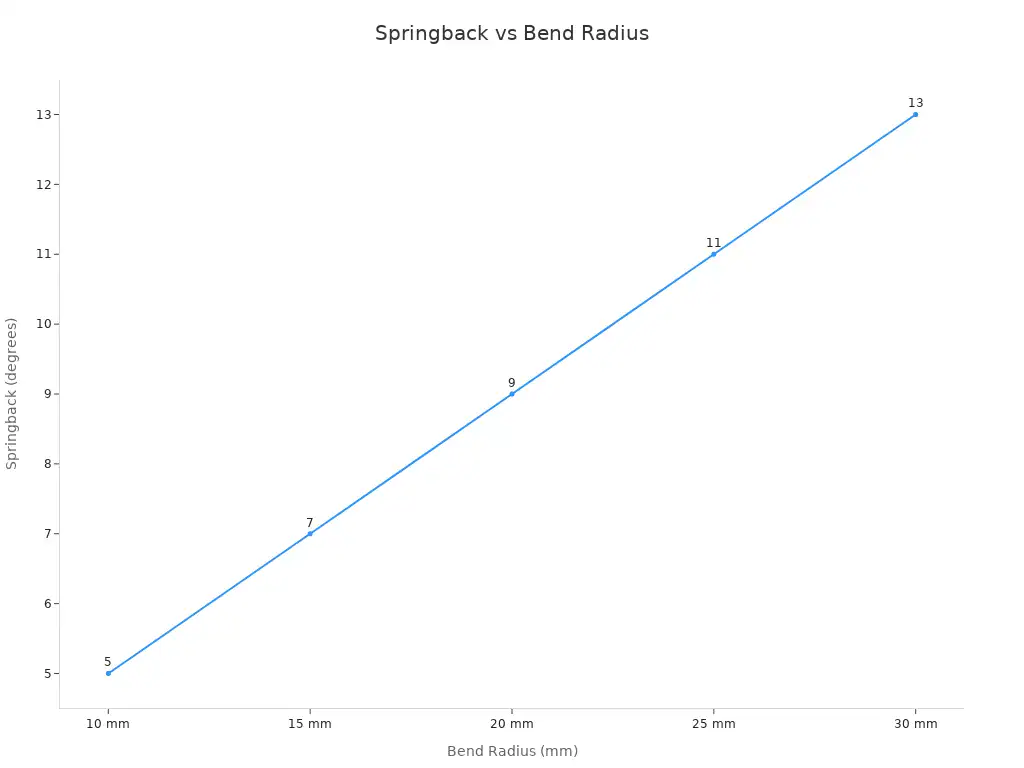
Tip: If you want less springback, use thicker sheets and smaller bend radii.
YIELD STRENGTH AND TENSILE STRENGTH
Yield strength is the point where metal starts to bend and not return. Tensile strength is the most force a metal can take before it breaks. When you use metal with higher yield strength, you get more springback. Thicker materials also change how much springback you see.
BENDING ANGLE AND PART GEOMETRY
The angle you bend and the shape of your part also matter. Sharper bends and complex shapes can increase springback. Simple bends are easier to control. Always check your design to see how the angle and geometry might affect your results.
EFFECTS OF DIFFERENT BENDING METHODS
Different bending methods change how much springback you get:
Air bending lets the part spring back more because the metal is not pressed all the way into the die.
Bottoming presses the metal into the die, which reduces springback.
Coining squeezes the metal so much that it removes springback almost completely.
Note: Choosing the right bending method helps you control springback in sheet metal bending.
SPRINGBACK IN DIFFERENT SHEET METAL BENDING PROCESSES
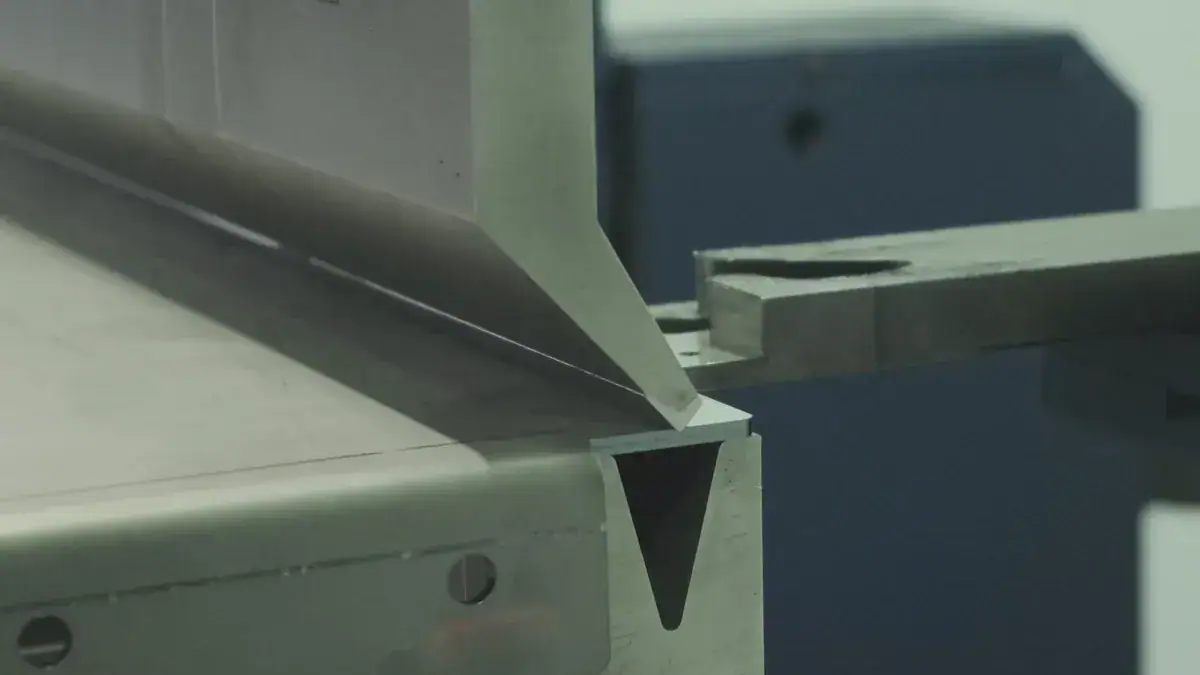
AIR BENDING SPRINGBACK
You use air bending when you want flexibility in your bends. In this process, the metal only touches the punch and the edges of the die. The center of the sheet stays free. This method gives you the highest springback. You must rely on the machine to calculate how much to overbend. The elastic zone in the metal stays large, so the part moves back more after you release the force. You often see a difference between the angle you set and the angle you get.
BOTTOMING SPRINGBACK
Bottoming works differently. You press the metal all the way into the die. The sheet touches the die along the bend. This contact forces more of the metal to change shape. You see much less springback compared to air bending. The final angle is closer to what you want. You still need to check your results, but you do not need as much overbend.
COINING AND SPRINGBACK REDUCTION
Coining gives you the most control. You use a lot of force to squeeze the metal at the bend. This pressure crushes the elastic core inside the sheet. The metal cannot spring back because you have changed its structure. You get almost zero springback. Coining works best for small parts or when you need very tight angles.
Here is a table that shows how each method compares:
Bending Method | Springback Characteristics |
|---|---|
Air Bending | Highest springback due to reliance on CNC calculations for overbend, leaving a large elastic zone. |
Bottoming | Significantly reduced springback as the material fully contacts the die, forcing more plastic deformation. |
Coining | Nearly zero springback achieved through aggressive compression that eliminates the elastic core of the material. |
PRESS BRAKE SPRINGBACK CONSIDERATIONS
You must think about many things when you set up a press brake. The type of metal changes how much springback you get. The thickness of the sheet also matters. The bend radius affects the final angle. The arc of the bend plays a role too. If you make compound bends, you deal with shrinking and stretching on different surfaces. Each factor changes your results. You need to check your setup before you start bending.
Tip: Always test a sample piece before you run a full batch. This helps you adjust for springback in sheet metal bending and avoid mistakes.
HOW TO CALCULATE SPRINGBACK IN SHEET METAL BENDING
SPRINGBACK ANGLE FORMULA
You can guess how much a metal will spring back by using a formula. The most used formula is:
Δα = (σy × t) / (E × R) × K
Δα: Springback angle (degrees)
σy: Yield strength of the material (MPa)
t: Sheet thickness (mm)
E: Young’s modulus (GPa)
R: Inner bend radius (mm)
K: Process coefficient (usually 0.1–0.3)
This formula helps you know how much the angle changes after bending.
KEY VARIABLES USED IN CALCULATIONS
When you figure out springback, you need to know some main things:
Yield strength and Young’s modulus tell how much the metal goes back.
Sheet thickness and bend radius change how much the metal springs back.
The K-factor shows where the neutral axis is in the metal. It is different for each material and changes your answer.
Material makeup, grain direction, and temperature also matter.
Tip: Softer metals like copper spring back less. Hard metals like high-carbon steel spring back more.
STEP-BY-STEP SPRINGBACK CALCULATION
Follow these steps to find springback in sheet metal bending:
Measure the angle you use when you bend the metal.
Measure the angle after you stop bending.
Use this formula:
Springback factor (Sf) = bending angle / bent angleMultiply the springback factor by your goal angle to get the right bending angle.
PRACTICAL CALCULATION EXAMPLE
Let’s say you want a final bend of 75°. If you bend a piece and see that a 66° bend gives you a 60° result, your springback factor is 1.1.
So, for a 75° final angle:Required bending angle = 75° × 1.1 = 82.5°
USING SPRINGBACK CALCULATORS
You can use online springback calculators to help you. These tools let you type in your material, thickness, and bend radius. The calculator uses built-in math to guess the springback and tells you how much to overbend. This helps you get the right answer without guessing.
SPRINGBACK VALUES FOR COMMON SHEET METAL MATERIALS
ALUMINUM SPRINGBACK RATES
You often see higher springback rates when you bend aluminum. Aluminum sheets usually spring back between 5% and 15% of the original bend angle. Some alloys, like 6061-T6, can show springback of 3° to 5°. You need to plan for this extra movement. Here are typical springback rates for aluminum:
Springback ranges from 5% to 15% of the initial bend angle.
6061-T6 alloy can spring back 3° to 5°.
Softer aluminum bends easier but still springs back more than steel.
Note: Always check the alloy type before you start bending. Different alloys change how much springback you see.
STAINLESS STEEL SPRINGBACK RATES
Stainless steel bends with more springback than carbon steel. You see springback rates between 2° and 5°. Stainless steel resists deformation and wants to return to its original shape. You must use more force and overbend the sheet to get the right angle.
CARBON STEEL SPRINGBACK RATES
Carbon steel shows less springback than stainless steel or aluminum. You usually see springback rates from 0.5° to 1.5°. Carbon steel bends easily and holds its shape well. You can predict the springback in sheet metal bending with carbon steel more accurately.
Material | Springback Rate |
|---|---|
Carbon Steel | 0.5° to 1.5° |
Stainless Steel | 2° to 5° |
COPPER AND BRASS SPRINGBACK RATES
Copper and brass have low springback rates. You see springback of 0.5° to 1.5°. These metals bend smoothly and keep their shape. You do not need much overbend. Copper and brass work well for parts that need tight tolerances.
Tip: If you want less springback, choose copper or brass for your project.
SPRINGBACK RATE REFERENCE TABLE
You can use the table below to compare springback rates for common sheet metal materials:
Material | Typical Springback Rate |
|---|---|
Aluminum | 5%–15% (3°–5° for 6061-T6) |
Stainless Steel | 2°–5° |
Carbon Steel | 0.5°–1.5° |
Copper | 0.5°–1.5° |
Brass | 0.5°–1.5° |
Remember: Always test your material before production. Springback rates can change with thickness, alloy, and bending method.
HOW TO CORRECT SPRINGBACK IN SHEET METAL BENDING

OVERBENDING TECHNIQUES
You can fix springback by overbending the metal. This means you bend the metal more than you need. For example, if you want a 90° bend and expect 2° springback, you set the machine to 88°. The metal moves back to 90° after you let go. Sometimes, you need to bend even more, like to 94° if you expect 4° springback. You can use math or let CNC machines help you pick the right angle. Angle control systems use sensors and cameras to watch the bend and change it fast.
TOOLING AND DIE COMPENSATION
Tooling and die compensation help you control springback. Press brake punches often have sharp angles, like 86° or 88°, so you can overbend for a 90° bend. For big batches, companies use computer analysis to design dies with special shapes. This makes every part the same. You can also change the die shape. Negative angle dies have a smaller angle than you want. Surface compensation lets you fix springback in different spots on tricky parts.
Tool compensation uses special punch angles for overbending.
Die compensation changes die shape to match springback needs.
PRESS BRAKE ANGLE ADJUSTMENTS
You can change the press brake angle to lower springback. Overbending works well, but you can also use bottoming or coining. These ways press the metal harder, so it keeps its shape. Step bending splits big bends into small steps, which helps control springback. Changing die shape, like using a negative angle, also helps.
Tip: Try different press brake settings and ways to see what works best for your metal.
MATERIAL SELECTION STRATEGIES
Picking the right material makes springback easier to handle. Stainless steel springs back more because it is stronger. Mild steel springs back less. Aluminum acts in its own way and thin sheets usually spring back less. Thicker metal spreads out stress and springs back less. The R/T ratio, which is bend radius to thickness, is important. A bigger radius means less springback.
Material Type | Springback Behavior |
|---|---|
Stainless Steel | Higher yield strength leads to more springback |
Mild Steel | Less springback than stainless steel |
Aluminium | Different recoil characteristics |
Thinner Sheets | Less springback due to higher plastic deformation |
PROCESS OPTIMIZATION METHODS
You can make your process better to control springback. Use angle control systems to watch bends and change settings. Save data from old jobs to get better results. Use computer tests before you start making parts. Test a sample piece to check springback and change your setup. These steps help you get the right shape every time.
DESIGN GUIDELINES TO MINIMIZE SPRINGBACK
OPTIMIZING BEND RADII
You can make springback smaller by picking the right bend radius. If you use the same inner bend radius everywhere, your results will match and math is easier. A sharp radius can cut springback by up to 25%. Try to keep the punch tip radius between 0.8 and 1.2 times the sheet’s thickness. If you use a die with a wide opening, you get a bigger bend radius and more springback. When the bend radius is much bigger than the thickness, springback goes up, so keep this number low.
Parameter | Value/Effect |
|---|---|
Punch Tip Radius (R_p) | 0.8 × t to 1.2 × t (best range) |
Sharp Radii (R_p < 0.5t) | Makes springback 15-25% less |
Die Opening Width | Wider openings give bigger radii |
Tip: Using the same bend radius everywhere makes parts cheaper and more exact.
CONTROLLING TOLERANCES AND DIMENSIONS
You can control springback by planning your part’s size rules. Only use tight tolerances where you really need them. This keeps waste low and saves money. Overbending helps you get the angle you want. CNC machines can check the bend as you work and change the punch if needed. Tool compensation means you can make punches or dies with special shapes to get the right part. When you test a sample, you can use what you learn to make better tools for the real run.
Overbend to hit your target angle.
Make tools with special shapes for overbending.
Test samples before making lots of parts.
DESIGNING FOR MANUFACTURABILITY
You can make parts easier to build by following simple rules. Plan the rolling direction so important bends go across the grain. This gives you steady angles and makes results easier to guess. Add relief cuts or gussets to stop tearing and keep bends straight. Use the same bend radius and add features that hold angles in place. These steps help you avoid mistakes and make sure parts fit together.
Design Guideline | Description |
|---|---|
Bend Radius Standardization | Use the same inner bend radius to save money and make math easy. |
Rolling Direction Planning | Make bends go across the rolling direction for steady results. |
Relief Cuts and Stiffening Features | Add reliefs and gussets to stop tearing and keep bends lined up. |
Tolerance Planning | Only use tight tolerances where you need them to save money and lower waste. |
REDUCING REWORK AND SCRAP
You can cut down on rework and scrap by using smart design and process steps. Computer tests like finite element analysis help you guess springback before you start. Changing die surfaces with methods like displacement adjustment or spring forward lets you fix mistakes before making parts. Treating materials before bending, like annealing or surface peening, makes springback less and bends more steady. Using these ideas saves you time and money.
Note: Testing and changing your process before making lots of parts helps you avoid big mistakes.
COMMON SPRINGBACK PROBLEMS AND TROUBLESHOOTING
Springback in sheet metal bending can cause many problems in your workshop. If you do not control it, you may see parts that do not fit, angles that are off, and wasted material. You need to know the common issues and how to fix them.
INCONSISTENT BEND ANGLES
You might notice that some bends do not match your target angle. This happens when the metal springs back more or less than you expect. Even a small change, like one degree, can cause big problems in automated assembly lines. To solve this, you can:
Use a springback prediction model. This helps you understand how bend radius and yield strength affect the result.
Try dual compensation strategies. Adjust both the angle and the radius to get closer to your goal.
Overbend the metal. Bend it a little more than you need so it springs back to the right angle.
Tip: Always check your first few parts and adjust your machine settings if you see inconsistent angles.
DIMENSIONAL DEVIATIONS
Sometimes, your finished parts do not match the size you planned. This can lead to misalignments and costly rework. Dimensional deviations often come from elastic recovery after bending. You should measure your parts after bending and compare them to your drawings. If you see a pattern, adjust your process or tooling to bring the parts back into tolerance.
MATERIAL VARIATION ISSUES
Different batches of metal can behave in new ways. Stainless steel, mild steel, and aluminum all have different springback rates. Even the same type of metal can change from one coil to the next. You should always check the material certificate and test a sample before starting a big job.
Material | Springback (%) | Typical Bend Radius | Remarks |
|---|---|---|---|
Stainless Steel | 8–12% | 1.5–2× material thickness | Needs precise compensation and tooling |
Mild Steel | 5–7% | 1–1.5× material thickness | Good for high-volume production |
Aluminium | 7–10% | 2–3× material thickness | Watch for issues in thin gauges and complex bends |
TOOL WEAR AND MACHINE SETUP ERRORS
Worn tools and poor machine setup can make springback worse. Dull punches or dies change the bend radius and cause unpredictable results. You should inspect your tools often and replace them when needed. Make sure your press brake is set up correctly before each run. A small error in setup can lead to big problems in your finished parts.
Note: Good maintenance and careful setup help you avoid most springback problems.
FAQ
WHAT CAUSES SPRINGBACK IN SHEET METAL BENDING?
You see springback because metal wants to return to its original shape after bending. When you bend a sheet, the outside stretches and the inside compresses. After you remove the force, the metal tries to even out these stresses. This makes the bend open up a little. The amount depends on the type of metal, its thickness, and the bend radius.
HOW DO YOU CALCULATE SPRINGBACK?
You can calculate springback using a simple formula:
Δα = (σy × t) / (E × R) × K
Δα: Springback angle
σy: Yield strength
t: Sheet thickness
E: Young’s modulus
R: Inner bend radius
K: Process coefficient
You measure the angle before and after bending. Then, you use the formula or a springback calculator to find the right overbend.
WHICH MATERIAL HAS THE HIGHEST SPRINGBACK?
High-strength steel usually has the highest springback. Stainless steel and hard aluminum also show a lot of springback. You see less springback in copper, brass, and mild steel.
Material | Springback Level |
|---|---|
High-Strength Steel | Very High |
Stainless Steel | High |
Aluminum (Hard) | High |
Copper/Brass | Low |
Mild Steel | Low |
HOW MUCH SPRINGBACK SHOULD BE EXPECTED?
You should expect springback to range from 0.5° to over 10°, depending on the material and bend. For example, carbon steel may spring back 0.5° to 1.5°. Aluminum can spring back 3° to 5°. High-strength steel can spring back more than 10°. Always test a sample to check the real value.
Tip: Use a reference table for your material to plan your bends.
HOW CAN SPRINGBACK BE REDUCED IN PRESS BRAKE FORMING?
You can reduce springback in sheet metal bending by using these methods:
Overbend the part a little more than needed.
Use bottoming or coining to press the metal harder.
Choose materials with lower yield strength.
Keep the bend radius small compared to the sheet thickness.
Make sure your tools and machines are in good shape.
Note: Testing and adjusting your process helps you get the best results.
CONCLUSION: IMPROVING ACCURACY BY UNDERSTANDING AND CONTROLLING SPRINGBACK
You can achieve better results in your workshop when you understand how springback in sheet metal bending works. When you know what causes springback, you can plan for it and make the right adjustments. This helps you create parts that fit together and meet your design goals.
You should use both your knowledge and the right tools to control springback. Here are some ways you can improve accuracy:
Use angle compensation feedback systems. These systems watch the bend as you work and help you make changes right away.
Try advanced angle control machines. These machines measure the bend and fix any mistakes before you finish the part.
Adjust your machines during the bending process. Even if you know your material well, you still need to make small changes to get the best results.
Combine physical changes to your tools with digital controls. This helps you deal with the way metal wants to return to its old shape.
Learn about your materials and bending methods. When you know how each metal acts, you can design your parts to work with springback, not against it.
Tip: Always test a sample piece before you start a big job. This helps you see how much springback you will get and lets you adjust your process.
When you follow these steps, you can reduce mistakes and waste. You will spend less time fixing parts and more time making quality products. Understanding and controlling springback gives you the power to make accurate bends every time.
You can manage springback in sheet metal bending if you follow some simple steps. First, use the springback formula to guess how much your metal will change shape. Next, pick a correction method, like overbending or changing your tools. Always look at the reference table for your material before you begin.
Remember: Good bends need careful planning. Test your process, use correct numbers, and always make changes for your material.