LKprototype
LKprototype 
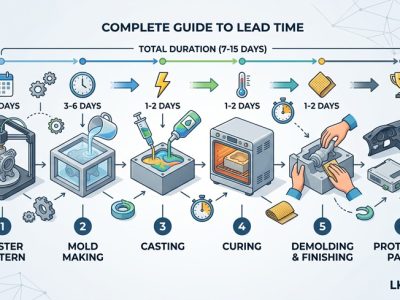
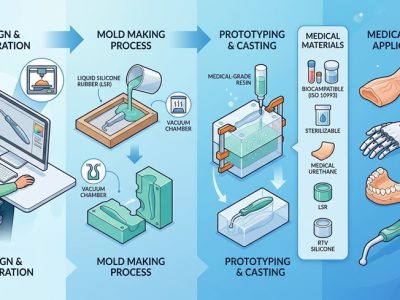
Vacuum casting is a versatile method for producing prototypes and low-volume production parts using polyurethane (PU) or epoxy resins. One of the most critical factors for part quality is wall thickness. Proper wall thickness ensures consistent resin flow, minimal shrinkage, and dimensional stability, while poor design can lead to warping, sink marks, or incomplete casting.
This guide provides minimum and recommended wall thickness ranges, practical design tips, and engineering considerations for vacuum-cast parts.
1. Minimum and Recommended Wall Thickness
The optimal wall thickness depends on part size, geometry, and resin type. Below are general guidelines:
| Feature | Minimum Thickness | Recommended Thickness | Notes |
|---|---|---|---|
| Wall (main structure) | 0.75 mm (very small) | 1.5 mm – 4 mm | Balance between flow, strength, and thermal control |
| Ribs | 40% of wall | 40% – 60% of wall | Adds stiffness, but reduce thickness to avoid sink |
| Bosses | — | 40% – 60% of wall thickness | Keep base radius = 0.25–0.5× wall thickness for stability |
| Undercuts | 1 mm (PU) or 0.5 mm (small elastomer) | Maintain wall consistency | Smooth transitions to avoid abrupt thickness changes |
Notes:
- Very thin walls (<1 mm) may not fill properly.
- Thick walls (>4 mm) may trap heat, leading to warpage or internal stress.
- Uneven wall thickness can result in differential shrinkage or sink marks.
Wall thickness changes how your part fills the mold. It also affects how strong your part is and how smooth it looks. Use this guide to help you achieve good vacuum casting parts while keeping the vacuum casting minimum wall thickness in mind.
Key Takeaways
Make the wall thickness at least 1.5 mm for strong vacuum casting parts. This stops bending and helps the mold fill better.
Keep the wall thickness the same in your design. This stops weak spots and makes the part stronger and last longer.
For small parts, use at least 0.75 mm wall thickness. Thicker walls are better for stronger parts.
Add ribs and bosses with care. They should be 40-60% as thick as the main wall. This helps stop problems and keeps the part strong.
Always ask your supplier for advice about wall thickness. This helps you get the best results for your vacuum casting projects.
Vacuum Casting Minimum Wall Thickness
Recommended Ranges
When you design parts, you must think about vacuum casting minimum wall thickness. Experts now say to keep the wall thickness between 0.75 mm and 1.5 mm for small or medium parts. For the best results, try to use a wall thickness from 1.5 mm to 4 mm. This range helps the mold fill up and makes your part strong.
Here is a simple table to show the best vacuum casting minimum wall thickness:
Wall Thickness Range | Description |
|---|---|
1.5 mm | This is the minimum to fill the mold and stop bending. |
0.75 mm | Use this only in areas that do not hold weight. It can bend or warp easier. |
Most designs should use at least 1 mm wall thickness. If you use less, you might see bending or the mold may not fill. The 2026 guide says to keep the vacuum casting minimum wall thickness above 1.5 mm if you can. This stops short shots and gives your parts a smoother finish.
Factors Affecting Minimum Thickness
Many things change the vacuum casting minimum wall thickness you need. You should think about part size, shape, and what material you use before you start.
Part size is important. Small parts can sometimes have walls as thin as 0.5 mm, but do not go below 0.75 mm. Big parts need thicker walls so they do not bend.
Shape matters too. If your part has tricky shapes or thin spots, you may need thicker walls to fill the mold.
The material you pick also matters. Some materials flow better and let you use thinner walls. Others need thicker walls to stay strong.
Always check the vacuum casting minimum wall thickness for your design. If you use 1.5 mm, you will get better parts and fewer problems. The vacuum casting process works best if you follow these tips. Your parts will be stronger and have fewer mistakes.
Tip: Always look at your design guide and ask your supplier if you are not sure about the vacuum casting minimum wall thickness for your part. This helps you get the best results from vacuum casting.
Wall Thickness and Part Quality
Strength and Durability
You want your vacuum casting parts to last and perform well. The right wall thickness plays a big role in this. If you keep the walls uniform, you help your parts stay strong. Uneven walls can make some areas weak. This can lead to cracks or even leaks when the part is under stress. Thin spots may also hide tiny air pockets called porosity. These can cause leaks or breakage later. Vacuum impregnation can help fill these voids, but it is better to avoid them by following the design guide.
Mechanical properties like strength and toughness depend on how you design your part. If you use the recommended wall thickness, you improve the mechanical properties. You also reduce the risk of failure. When you keep the walls consistent, you make sure your part can handle daily use and stress.
Defect Type | Description | Causes | Prevention |
|---|---|---|---|
Cold Shut | Thin, linear discontinuities or unfused seams at junctions. | Low pouring temperatures, poor fluidity, long flow paths, high heat loss. | Increase pouring temperature, shorten flow length, use rounded transitions. |
Hot Tears | Jagged or branched cracks at sharp corners or varying thickness. | Abrupt changes in wall thickness, rigid molds, high pouring temperatures, inadequate fillets. | Uniform wall thickness, improved mold materials, control pouring temperature. |
Mold Filling and Surface Finish
Vacuum casting works best when you follow the right wall thickness. If you make the walls too thin, the material may not fill the mold. This can leave gaps or weak spots. Studies show that wall thickness affects how well the mold fills, especially in thin areas. Vacuum assistance helps, but you still need to design with the right thickness.
A good surface finish depends on proper mold filling. If your part is too thin, you may see rough or rounded edges. Parts thinner than 1 mm often break or look uneven after casting. For the best results, keep your wall thickness between 1.5 mm and 4 mm. This range gives you strong mechanical properties and a smooth finish.
Wall thickness impacts mold filling and surface quality.
Parts thinner than 1 mm are likely to break or have rounded edges.
The design guide recommends 1.5 mm to 4 mm for best results.
By following these tips, you improve the mechanical properties of your vacuum casting parts. You also get better quality and fewer defects.
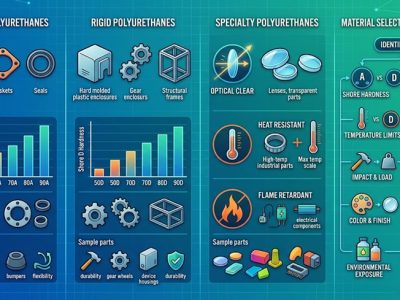
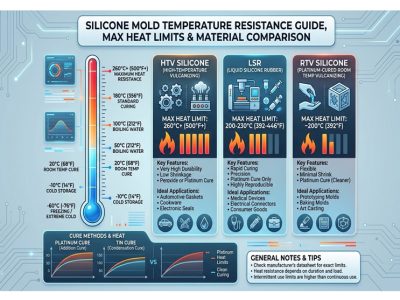
Material Guidelines

Polyurethane and Urethane
You can choose polyurethane and urethane for vacuum casting when you need strong and flexible parts. These materials fill the mold well, even with thin walls. For best results, keep the wall thickness at least 0.75 mm. You should aim for 1.5 mm or more to make your part stronger and easier to cast. Uniform wall thickness helps your part stay stable and prevents weak spots. Avoid making parts too thin or too thick. Most experts recommend a range from 1.5 mm to 4 mm, with 1 mm as the absolute minimum.
Minimum wall thickness: 0.75 mm (good for mold filling)
Recommended wall thickness: 1.5 mm or more (better strength)
Uniform walls improve stability
Tip: Use a wall thickness above 1.5 mm for better results in vacuum casting.
ABS-Like and Polypropylene-Like
ABS-like and polypropylene-like materials for vacuum casting give you tough and lightweight parts. These materials need a bit more thickness to fill the mold well. You should keep the wall thickness between 1.5 mm and 2.5 mm. This range helps you avoid warping and makes your part last longer. For very small features, you can go down to 0.5 mm, but only if the part does not need to hold weight.
Material Type | Minimum Wall Thickness | Best Practice Range |
|---|---|---|
ABS-like | 1.5 mm | 1.5–2.5 mm |
Polypropylene-like | 1.5 mm | 1.5–2.5 mm |
Elastomers and Flexible Materials
Elastomers and other flexible materials for vacuum casting let you create parts with thin walls and fine details. The flexibility of these materials allows you to use a minimum wall thickness of 1 mm. For small parts, you can go as thin as 0.5 mm. This helps you design parts with intricate shapes and precise dimensions. Flexible materials work well for seals, gaskets, and soft-touch components.
Flexibility allows thinner walls
Minimum wall thickness: 1 mm
Small parts: as thin as 0.5 mm
Note: Thinner walls are possible with elastomers, but you should test your design to make sure it meets your needs.
You can select different materials for vacuum casting based on your project. Each material has its own wall thickness guidelines. Following these tips helps you get strong, reliable parts every time you use vacuum casting.
Design Features and Wall Thickness
Bosses and Ribs
When you design parts for vacuum casting, you often need to add bosses and ribs. These features help your part stay strong and give you places to attach other components. Ribs prevent warping and add strength without making the part too heavy. Bosses let you insert screws or connect parts together.
You should keep rib thickness less than 60% of the main wall thickness. This helps you avoid sink marks and keeps the part looking smooth. Bosses should also be 40-60% of the wall thickness. If you make them too thick, you may see cooling problems or shrinkage. Use ribs to add strength instead of making bosses thicker.
Here is a quick guide for designing bosses and ribs in vacuum casting:
Design Element | Recommended Thickness | Additional Notes |
|---|---|---|
Rib | 40-60% of wall thickness | Height should not exceed three times the wall thickness |
Boss | 40-60% of wall thickness | Add a radius of 0.25-0.5x wall thickness at base; use ribs for support |
Ribs help prevent sink marks on the opposite side of the wall.
Bosses need a minimum diameter of 1 mm and a radius of 0.5 mm for best results.
Proper design of bosses is important for inserting screw brass inserts.
Tip: Keep ribs and bosses thin to avoid defects and make your vacuum casting parts stronger.
Undercuts and Complex Features
Vacuum casting lets you create parts with undercuts and complex shapes. Silicone molds can flex and help you remove these tricky parts. You should keep the minimum wall thickness at 1 mm for most polyurethane parts. For small parts, you can go as thin as 0.5 mm. Larger parts need thicker walls to stay strong.
When you add undercuts or complex features, try to keep the wall thickness consistent. This reduces shrinkage and stops your part from warping. Avoid sharp corners and sudden changes in direction. Use large radii and smooth transitions to help the material flow better.
Undercuts and complex shapes can cause uneven material distribution.
These features may increase stress and lead to defects.
Gradual transitions and smooth corners help prevent problems.
Design internal features to make demolding easier.
Vacuum casting works best when you follow these design tips. You get parts that are strong, easy to remove from the mold, and free from common defects.
Best Practices for Wall Thickness
Checklist
You can follow these best practices to get the best results in vacuum casting. Use this checklist before you finish your design:
Keep wall thickness consistent across your part. This helps you avoid weak spots and deformities.
Use a wall thickness between 0.75 mm and 1.5 mm for small to medium parts. Larger parts need thicker walls for strength.
Avoid sudden changes in thickness. These can cause uneven cooling and make your part weaker.
Add ribs or bosses only when needed. Make sure they do not make some areas too thick.
Use smooth transitions and rounded corners. This helps the material flow better during vacuum casting.
Check your design for thin areas. Thin spots can lead to incomplete filling or breakage.
Ask your supplier for advice if you are unsure about your design.
Tip: Consistent wall thickness is crucial in vacuum casting. It helps you avoid defects and makes your parts stronger.
Feature Dimension Table
You can use this quick-reference table when you design features for vacuum casting. It shows the most important values for wall thickness and related features:
Feature | Value |
|---|---|
Minimum Wall Thickness | 0.75 mm |
Recommended Wall Thickness | 1.5 mm |
Small to Medium Parts | 0.75–1.5 mm |
Larger Parts | >1.5 mm |
This table helps you choose the right wall thickness for your vacuum casting project. Remember, keeping the thickness within these ranges gives you better results and fewer problems.
You have learned the key wall thickness tips for vacuum casting. Keeping walls between 1.5 mm and 4 mm is best. This helps stop weak spots and problems in your parts. Studies show even walls help the mold fill right and make parts stronger. Vacuum casting works better if you use the checklist and table each time you design.
Vacuum casting needs even wall thickness for strong parts.
Always ask your supplier for advice about your project.
Remember, learning new vacuum casting tips helps you stay up to date and get the best results.
FAQ
Q1: What is the minimum wall thickness for PU vacuum casting?
A: 0.75 mm for very small parts, 1–1.5 mm for standard prototypes. Always confirm with your supplier.
Q2: Can I reduce wall thickness to save material?
A: Only if the resin flows well and part strength is not compromised. Avoid walls thinner than 0.75 mm.
Q3: How do ribs and bosses affect wall thickness design?
A: Ribs and bosses should be 40–60% of the main wall thickness to add stiffness without causing shrinkage defects.
Q4: Does wall thickness affect shrinkage?
A: Yes. Thicker areas shrink more slowly and unevenly. Uniform wall thickness minimizes differential shrinkage.
Q5: How to design for very large parts?
A: Consider slight scaling up (0.1–0.25%) to compensate for shrinkage and ensure uniform wall thickness for stability.
Tip: Always review your design and ask your supplier about vacuum casting wall thickness before you begin.