LKprototype
LKprototype 
A typical silicone mold used in urethane casting can produce 15 to 30 parts, depending on material, geometry, and casting conditions.
Silicone molds for urethane casting usually make 20 to 50 parts, though some last 25 to 300 cycles with the right silicone grade, part shape, and handling. In many shops, silicone tooling averages about 20 to 25 parts before replacement. Your urethane casting mold life depends on geometry, silicone type, resin aggressiveness, cure temperature, and demolding stress. If you want realistic output estimates, you need to judge each of these variables with care.
Key Takeaways
Silicone molds usually make 20 to 50 parts, and some last up to 300 cycles, based on material and handling.
Part complexity changes mold life; simple shapes make more parts, while complex designs can greatly lower output.
Use a mold release agent each time to stop sticking and extend the life of your mold.
Check your mold often for signs of wear to ensure quality parts and avoid costly replacements.
For large production runs, consider switching to hard tooling methods to save costs and improve efficiency.
URETHANE CASTING MOLD LIFE OVERVIEW
WHAT IS URETHANE CASTING MOLD LIFE
Urethane casting mold life tells you how many parts you can make before the silicone mold wears out. You measure this by counting the number of successful castings, or "shots," that come from one mold. Most manufacturers agree that silicone molds in urethane casting have a service life of 25 to 50 shots. After this point, you may notice changes in the size or shape of your parts. This is called dimensional drift. Mold life depends on several things, such as the type of silicone you use, the shape of your part, and the temperature of the resin.
Silicone molds in urethane casting usually last for 25 to 50 shots.
Dimensional drift often appears after this range.
Mold longevity depends on silicone choice, part geometry, and resin temperature.
HOW LONG DOES A SILICONE MOLD LAST
You want your silicone mold to last as long as possible. In most cases, a silicone mold stays usable for about 50 to 300 casting cycles. The actual number depends on what you cast, how hot the resin gets, and how complex your part is. Thin sections in the mold can wear out faster than thick ones. If you use a gentle process and choose the right materials, you can reach the higher end of this range.
Tip: Always check your mold for signs of wear after each cycle. Early detection helps you avoid bad parts.
TYPICAL SILICONE MOLD LIFESPAN IN VACUUM CASTING
Vacuum casting uses silicone molds to make detailed parts. The lifespan of these molds can change based on the silicone type:
RTV silicone molds usually last for 20 to 25 casts.
HTV silicone molds can last up to 300 to 500 parts.
Most silicone molds allow for 15 to 25 casting cycles, but this number can change.
You should always match your mold type to your production needs. If you need more parts, choose a higher-grade silicone.
HOW MANY PARTS CAN A SILICONE MOLD PRODUCE

SIMPLE PARTS YIELD
You may wonder how many parts you can make from a silicone mold when your part shape stays simple. Most silicone molds for urethane casting produce about 25 to 50 parts before you see any drop in quality. If you use high-grade silicone and take care of your mold, you can sometimes get more than 100 parts. The table below shows typical yields for simple shapes:
Mold Type | Typical Yield | Best Case Yield |
|---|---|---|
Standard Silicone | 25–50 parts | Up to 100+ |
Premium Silicone | 50–100 parts | Up to 150+ |
You can expect a mold to turn out 1 to 10 parts per day, depending on the size and material. Simple shapes help you get more parts from each mold.
COMPLEX PARTS YIELD
Complex shapes make casting harder for your mold. Sharp corners, deep undercuts, and thin walls cause stress during demolding. You may see your mold wear out faster. For complicated parts, you often get only 15 to 25 parts before the mold loses detail or tears. If you handle the mold gently, you might stretch this number a bit, but complex geometry always lowers the yield.
MAXIMUM MOLD LIFE RANGE
You want to know how many parts a silicone mold can produce at its best. With careful casting, premium silicone, and simple shapes, you can reach up to 300 parts. Most molds do not last this long. The maximum range depends on your process and materials. If you push your mold past its limit, you risk bad parts and wasted resin.
Tip: Track each casting cycle. Replace your mold before you see defects.
AVERAGE PARTS PER SILICONE MOLD
On average, you will get 20 to 50 parts from a silicone mold in urethane casting. This number changes with part complexity, silicone grade, and how you handle the mold. If you keep your process clean and gentle, you can reach the higher end of the range. Always ask yourself how many parts you need before you start casting. This helps you plan your production and avoid surprises.
URETHANE CASTING MOLD LIFE FACTORS
PART GEOMETRY AND COMPLEXITY
Your parts can have many features. Some shapes shorten your mold life cycle. Undercuts, deep features, and thin walls add stress. They strain your silicone mold more. When you remove a part, it stretches. The mold also flexes during removal. This stress can cause tears or breaks. See the table below for effects:
Feature | Effect on Mold Life Cycle |
|---|---|
Undercuts | Mold stretches more, higher chance of tearing, shorter mold life cycle |
Deep features | Mold flexes heavily, repeated strain, early mold failure |
Thin walls | Mold areas are fragile, likely to rip or break, reduced mold longevity |
SILICONE GRADE AND HARDNESS
You choose silicone grades for your needs. High-performance silicone lasts longer. It supports more mold life cycles. Tailored formulations help give reliable results. If you choose the right material early, you avoid costly changes. You also improve mold longevity.
High-performance silicone grades support demanding applications.
Tailored formulations give you reproducible, high-quality parts.
Proper material selection improves reliability and mold longevity.
RESIN TYPE AND EXOTHERM EFFECT
You choose urethane resins for your parts. Some resins make high heat while curing. This heat is called exotherm. It can damage your mold. It can shorten the mold life cycle. Repeated heating and cooling wears out silicone. Watch for boiling, smoking, or shrinking. These problems can damage your mold. They also lower mold longevity.
Polyurethane resins with high exotherm shorten mold life cycle.
Excessive heat causes boiling, smoking, and shrinking, which damages molds.
MOLD DESIGN AND WALL THICKNESS
You design your mold with proper thickness. Thick walls give it strength and stability. This helps prevent distortion and tearing. Strong molds last longer. They support more mold life cycles. Thin walls break easily. They reduce mold longevity.
RELEASE AGENT USE AND FREQUENCY
You use release agents to help parts out. If you use them often and right, you protect your mold. You also extend the mold life cycle. If you skip release agents, parts can stick. This damages the mold. It lowers mold longevity.
HANDLING AND DEMOLDING PRACTICES
You handle your mold with care. If you force parts out, silicone can tear. Mold fouling, resin buildup, and over-curing make parts stick. These problems raise mold failure rates. They shorten the mold life cycle. Good handling keeps your mold in shape. It improves mold longevity.
Mold fouling leads to stuck parts and permanent damage.
Operator error and poor handling increase scrap rates and mold failure.
HOW TO MAXIMIZE SILICONE MOLD LIFE
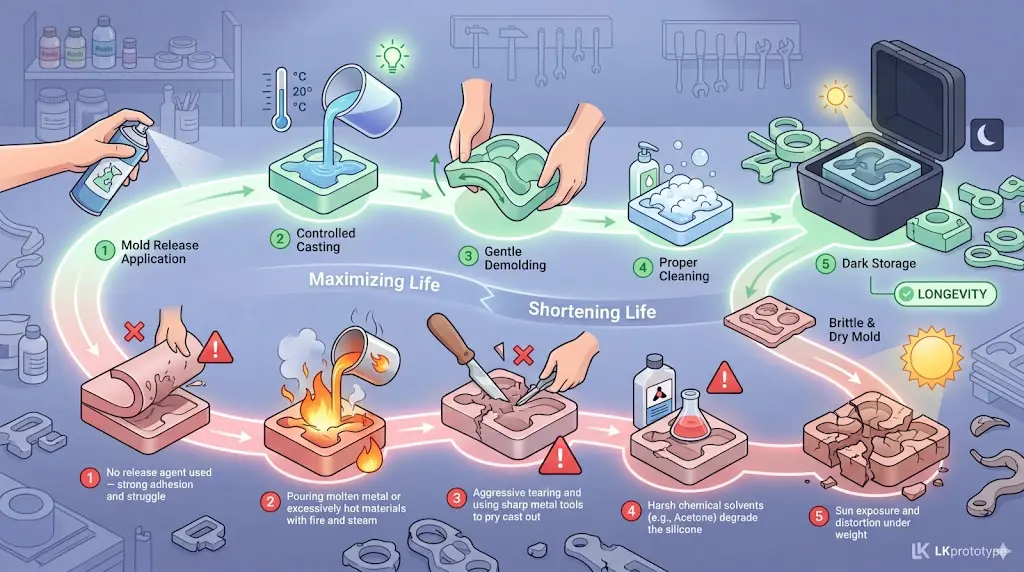
CAREFUL DEMOLDING TECHNIQUES
You can make your silicone mold last longer by being gentle when you take out parts. Always use a good mold release agent to stop the resin from sticking to the mold. For epoxy resins, pick a silicone-based or wax-based release. If you use polyurethane and want to paint the parts, use a non-silicone release. When you remove parts, gently bend or peel the mold instead of pulling hard. Do not stretch the mold too much, or it might tear. If it is hard to get the part out, use a gentle release agent and be extra careful with thin or weak spots. Take the part out on time to keep the mold from getting too hot and to help it last longer.
Use a mold release agent every time.
Be gentle when taking out parts to avoid damage.
Pay special attention to thin or weak areas.
CLEANING AND STORAGE CONDITIONS
Taking care of your mold after each use keeps it ready for next time. Clean the mold with warm water and mild soap right after you finish. If there is tough residue, use isopropyl alcohol, but do not use strong chemicals. Rinse the mold well and let it dry in the air. Store the mold at room temperature, about 73°F (23°C), and keep the humidity below 50%. This stops moisture damage and helps the mold last longer. The table below shows how different storage conditions can change how long your mold lasts:
Storage Condition | Temperature | Humidity | Shelf Life |
|---|---|---|---|
Ideal | 73°F (23°C) | < 50% | 18 months |
Elevated | 80°F (27°C) | N/A | < 6 months |
High | 100°F (38°C) | N/A | < 2 months |
TEMPERATURE CONTROL DURING CASTING
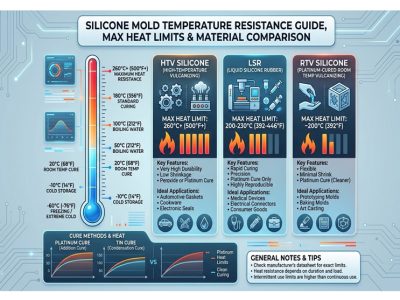
You need to keep the casting temperature steady to protect your mold. High heat can break down the release layer and leave sticky stuff behind. This means you have to clean more and your mold wears out faster. If you keep the temperature in the right range, you will not have these problems. Pick a release agent that works with your casting temperature. Regular silicone release agents work up to 204°C, but high-temperature ones can handle up to 315°C. Try not to let the temperature get too high or have hot spots, because this can damage the mold and lower the number of parts you get. Good temperature control helps your mold work better and last longer.
Tip: Watch your casting temperature closely to stop mold problems and keep things running smoothly.
MOLD MAINTENANCE BEST PRACTICES
Taking care of your silicone molds helps them last longer. Clean your mold after each use to get rid of any leftover material. Use warm water and mild soap, then rinse well. For tough spots, use isopropyl alcohol. Always let the mold dry in the air before you put it away. Use a mold release agent when needed to protect the surface. Be careful when you take out parts and when you clean the mold. If you take care of your mold and keep it clean, you can make more parts and lower the chance of it breaking early.
Clean the mold after every use.
Rinse and let it dry all the way.
Store it in a cool, dry place.
Be gentle when removing parts and cleaning.
WHEN TO REPLACE MOLDS OR SWITCH TOOLING
SIGNS OF SILICONE MOLD WEAR
You should look for signs that your silicone mold is getting old. If you see these problems, your mold might not make good parts anymore:
The mold does not stretch like before.
Cracks or chalky spots show up on the surface.
The mold feels hard or stiff.
It does not seal or suck as well.
You see worn spots where the mold gets stressed.
These issues happen after using the mold many times. When you notice them, it is time to think about getting a new mold. This keeps your parts accurate and stops mistakes. Using good silicone helps slow down these signs, but all molds wear out in the end.
COST PER PART ANALYSIS
You can find out the cost for each part by dividing the mold price by the number of good parts made. If you need more parts than one mold can make, you must add the cost of new molds. This helps you see the real cost for each part, especially when you make more parts.
Production situation | Evidence for calculation | What it means for cost per part |
|---|---|---|
One mold used for its expected output | Divide the mold price by the number of good parts made. | Making more parts with one mold lowers the cost for each part. |
Example: mold cost = $500, output = 50 parts | 500 / 50 = 10 | Each part costs $10 for the mold. |
Example: same mold cost, output = 100 parts | 500 / 100 = 5 | Each part costs $5 if you make twice as many. |
Demand exceeds mold life: 200 parts needed, but one mold lasts 50 parts | You need four molds, so total cost is 4 × mold price; then divide by 200 parts. | For big jobs, cost per part depends on how many molds you need, not just the first one. |
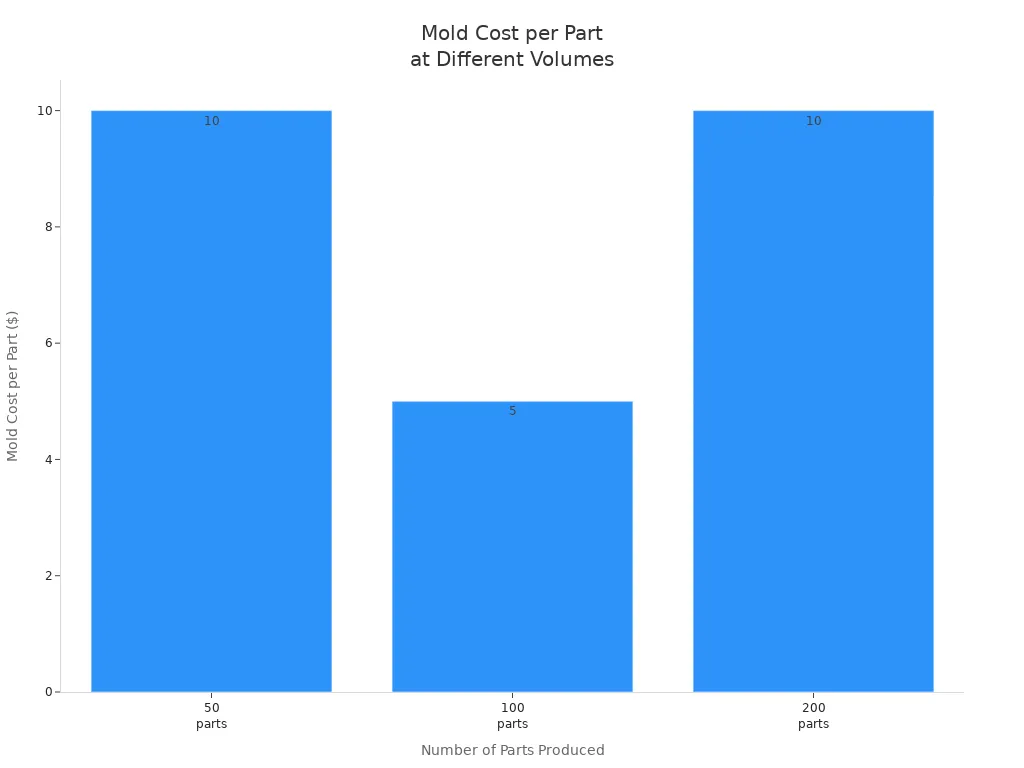
For urethane casting, a silicone mold usually makes about 25–50 parts. Complex molds may only make 20–25 good parts. Simple molds with better silicone can make over 50 parts. For bigger jobs, makers use more molds that are the same.
You can see that making more parts changes the cost because molds do not last forever. If you need more parts than one mold can make, you must buy extra molds. This raises the total cost and changes how much each part costs.
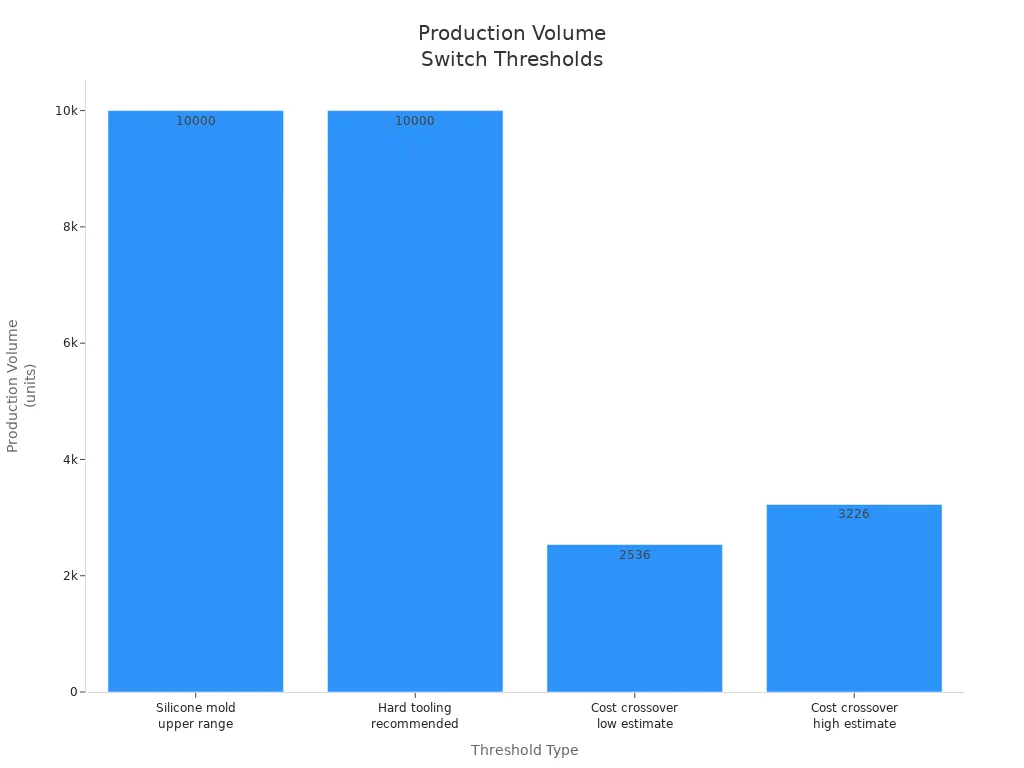
TRANSITION TO HARD TOOLING METHODS
You should think about switching to hard tooling when you need to make lots of parts. Silicone molds are best for testing and small batches, usually up to a few hundred or thousand parts. When you need thousands of parts, hard tooling like die casting or injection molding saves money.
Evidence point | Extracted support |
|---|---|
Typical upper range for silicone mold use | Silicone molds work best for runs from about 100 to 10,000 parts. |
Clear switching threshold | Makers should switch to hard tooling or CNC when they need more than 10,000 parts. |
Cost-based transition point | Hard tooling can be cheaper at a few thousand parts, with break-even points around 2,536 to 3,226 parts depending on costs. |
Direct answer to the query | The switch usually happens when you need thousands of parts. At 10,000+ parts, it is a strong tipping point. Sometimes, cost makes the switch happen earlier at about 2,500-3,200 parts. |
You can use silicone molds for resin casting and small jobs. When you need more parts, switching to hard tooling makes molds last longer and lowers the cost for each part. Using a release agent and good resin can help your mold last longer, but big orders need stronger molds.
FAQ
HOW MANY PARTS CAN A SILICONE MOLD PRODUCE
Most silicone molds make 20 to 50 parts that look good. Simple shapes can get closer to 50 parts. If the part is complex, the mold might wear out sooner. This happens because small details can fade fast. Using premium silicone can help you get more parts. But how you use the mold still matters most for quality.
HOW LONG DOES A SILICONE MOLD LAST
A silicone mold often lasts for a few dozen uses. Sometimes, it can last much longer. How you store the mold and how hot the resin gets will change how long it lasts. Pulling parts out too hard can also hurt the mold. If you check your mold after each use, you can keep making good parts and waste less.
WHAT AFFECTS SILICONE MOLD LIFESPAN
Many things change how long a mold lasts and how good the parts are:
Part shape
Resin heat
Mold wall thickness
Release agent use
How you take out parts
The table below shows what happens:
Factor | Effect on quality |
|---|---|
Thin walls | Quality drops faster |
High heat resin | Mold wears out quicker |
Deep undercuts | Mold can tear easier |
Good release practice | Helps keep quality high |
HOW TO EXTEND MOLD LIFE IN CASTING
You can make your mold last longer with good habits. Clean the mold after every use. Keep it in a cool, dry place. Always use the right release agent. Watch the cure temperature. Be gentle when you take out parts. Check the mold often to find small problems before they get worse.
Tip: Write down each time you use the mold. This helps you see when the mold starts making bad parts.
WHEN SHOULD YOU REPLACE A CASTING MOLD
Change your mold if you see tears, hard spots, or extra material on the parts. Replace it if the details fade or the parts get the wrong size. If fixing the mold takes too long or costs too much, get a new one. Changing the mold at the right time keeps your parts good and saves resin. ✅
Most silicone molds for urethane casting make 20 to 50 parts. Many experts say this is the usual mold life. Some shops get only 20 to 25 parts from one mold if the part is complex. Mold life changes with part shape, silicone grade, resin heat, and how you work. You should check your mold often to keep it working well and save money. This helps you keep production steady. If you need more parts, look at mold costs and pick the right tools for your job.